








要約:近年、高出力半導体レーザの用途が拡大しており、それらは産業および医療においてますます広く使用されている。レーザーの熱特性は、信頼性と耐用年数を著しく制限します。デバイスの信頼性を改善し寿命を延ばすために、異なるはんだ、異なる厚さのはんだ、および異なる厚さのWCuヒートシンクパッケージを備えた高出力半導体レーザーバーをCOMSOL Multiphysicsによってシミュレーションし、レーザーの「Smile」値異なる包装条件下でバーを測定した。結果は、はんだまたはAuSnはんだの最大熱応力がWCu二次ヒートシンクとCuヒートシンクの間の界面で発生することを示した。同じ厚さのInハンダとAuSnハンダでパッケージされたレーザチップの熱応力はそれぞれ3.57 GPaと3.83 GPaであり、ピークスペクトルはそれぞれ800.5と798 nmである。はんだの厚さを減らすことは、レーザチップ内の熱応力および温度を減らすために有益であるが、はんだはそうではない。厚みが薄すぎると、レーザコアの溶着が弱くなったり、はんだの分布が不均一になったり、はんだ層にボイドが発生する可能性があるため、全体としてはんだ厚の選択を検討してください。 WCu二次ヒートシンクの厚さの増加と共に、レーザチップの熱応力は減少するが、コアの温度は上昇し、タングステン - 銅二次ヒートシンクの最適厚さは380μmである。本論文は、高出力半導体レーザのパッケージングを最適化するための基礎を提供し、実用生産のための指導的意義を持っている。
1.前書き
小型、軽量、高効率、そして変調が容易な高出力半導体レーザーは、材料加工、医療および化粧品、軍事、防衛などに広く使用されています[1] - [6]。現在、常温で連続動作する高出力半導体レーザの最大電気光学変換効率は約70%であるため[7]、動作中に大量の廃熱が発生します。過剰な熱が時間内に放出されないと、レーザダイの温度が上昇し、その結果材料の禁制帯幅が変化し、それが出力ビームの安定性に重大な影響を及ぼす。さらに、レーザダイとヒートシンク材料との間の熱膨張係数が一致しないので、温度変化は熱応力を生じさせ、出力スペクトルが変化する。熱応力が大きすぎると、接合層が割れてしまう。金型の破損などの問題がデバイスの信頼性と寿命に深刻な影響を与えているため[8]、半導体レーザパッケージの熱応力の解析は非常に重要です。
現在、実験による熱応力の解析方法[9]には、主にひずみゲージ法、モール法、熱弾性法、X線回折法、中性子回折法などがある。実験的方法による熱応力の解析は、複雑で高価で、正確性が低いだけでなく、実行不可能です。対照的に、ソフトウェアシミュレーション方法はますます成熟しています。モデル境界やポートなどの条件を合理的に設定できれば、実験と矛盾のない結果が得られます。 2008年に、Wang Hui等。中国電子技術グループ社の第13研究所の[8]は、異なるはんだパッケージを有する半導体レーザの熱応力分布を解析するために有限要素ソフトウェアANSYSを使用した。 2016年に、Quan Wei et al。北京航空宇宙大学の[10]は、ANSYSソフトウェアを使用して、集積半導体レーザー構造を設計およびシミュレーションした。 2018年に、Chen Tianqi等。中国科学アカデミーの西安光機械研究所の[11]もまた、有限要素ソフトウェアANSYSを使用して、高出力半導体レーザアレイの熱応力と「Smile」に及ぼすさまざまなパッケージ構造と材料の影響を分析しました。
本論文では、マルチフィジックスシミュレーションソフトウェアCOMSOL Multiphysicsを用いて、異なるはんだ、異なる厚さのはんだおよび異なる厚さのタングステン - 銅サブヒートシンクパッケージの高出力半導体レーザストリップをシミュレーションした。異なる包装条件下でのレーザーストリップのスペクトル分布が測定される。シミュレーションと実験結果を分析します。それは高出力半導体レーザストリップの設計を最適化するための参照を提供し、実際の生産のための指導的意義を持つ。 2 COMSOL Multiphysicsに基づく熱応力シミュレーションプロセスこの論文のシミュレーション構造を図1に示します。下から上に、Cuヒートシンク、WCuサブヒートシンク、はんだ、レーザーチップ、はんだ、WCuサブヒートシンクです。 。レーザチップは、はんだによってヒートシンクにはんだ付けされており、パッケージ構造内の層の熱膨張係数は一致しておらず、温度変化は熱応力および変形を引き起こす。処理を容易にするために、いくつかの近似がシミュレーションにおいて使用される。(1)複雑なレーザダイ構造は、GaAs材料の層と等価である。 (2)材料の各層の熱膨張係数のような関連する熱的パラメータは温度と共に変化しない。温度変化による熱応力のみを考慮してください。温度がはんだの融点より高い場合、レーザーダイには応力がありません。 (4)相変化などの要因の影響を無視する。
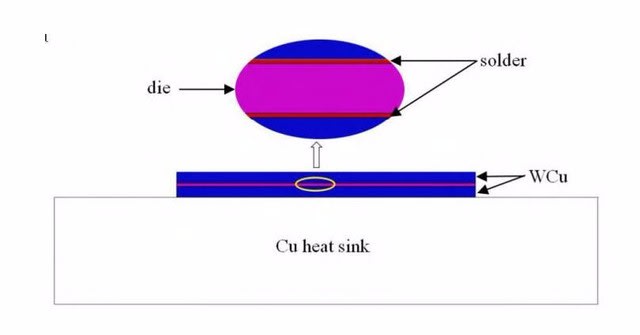
図1 半導体レーザバーパッケージ構造
COMSOL Multiphysicsに基づくシミュレーションステップは次のとおりです。ソフトウェアに付属のモデルウィザードを使用して、空間次元は3次元構造として選択され、物理場は構造力学モジュールの下の熱応力(固体力学および固体熱伝達を含む)です。図1に示す構造に従って、対応する幾何学的モデルをCOMSOL Multiphysicsで構築し、それらを組み合わせてコンソーシアムにした後、材料を幾何学的モデルに追加します関連する材料パラメータを表1に示します。次に、最も重要なのは熱源と境界条件の設定です。これはモデル計算結果の収束と実際の状況との整合性を直接決定します。熱応力解析モジュールは固体力学と固体熱伝達の両方を含むため、境界条件は別々に設定されます。固体力学では、ダイの方向に垂直な境界条件は自由膨張に設定され、層の界面は一様な連続対に設定され、点はCuヒートシンクの底面の任意の頂点に選択され、この点に固定制約が課される。固体熱伝達では、レーザーダイは50Wの熱量を持つ熱源として扱われ、材料の各層の界面は熱接触境界条件に設定され、Cuヒートシンクグランドは室温(20℃)に設定されます。対流熱流束境界条件、外気との熱対流熱伝達、周囲温度20℃に設定します。次に、モデルをメッシュ化し、モデルを三角メッシュまたは四面体メッシュに分割し、メッシュが細かくなればなるほど、計算結果が正確になり、対応するコンピューターのメモリ要件も高くなり、計算時間が長くなります。このモデルでは、レーザーダイ温度と熱応力分布を主に解析し、計算結果をより正確にするために、ダイとはんだメッシュを非常に精密にし、計算速度を向上させ、コンピュータメモリを節約します。 WCuヒートシンクとCuヒートシンクとの噛み合いは粗面化されている。最後に、モデルが計算され、計算結果が視覚化されます。
3 結果の分析と考察
3.1 異なるはんだ
現在、高出力半導体レーザバーのパッケージにおいて、広く使用されているはんだは主にInはんだおよびAuSnはんだを含む。 はんだは軟質はんだであり[12]、良好な塑性変形特性と低い応力を持ちますが、高温環境では、溶接ウィスカーの成長を引き起こし、溶接層の熱疲労を加速し、深刻なエレクトロマイグレーションを引き起こし、レーザーを引き起こします。 ダイオードは早く故障しました。 AuSnはんだは硬いはんだであり[13]、優れた耐疲労性および耐クリープ性、高い降伏強度、優れた熱伝導率、フラックスなし、そして深刻なエレクトロマイグレーションはありません。 しかしながら、金 - 錫ハンダは硬いハンダであるため、延性が悪く、焼結プロセスは過度の応力を導入するので、溶接プロセスはより要求が厳しい。 本論文は最初にInはんだとAuSnはんだパッケージの高出力半導体レーザストリップをシミュレートし、動作中の温度と熱応力分布を解析した。 シミュレーションでは、Cuヒートシンクのサイズは20000×20000×4000μm、WCuヒートシンクのサイズは11000×2000×400μm、InとAuSnのはんだのサイズは11000×2000×10μm、レーザチップのサイズは11000×2000×です。 120μm。
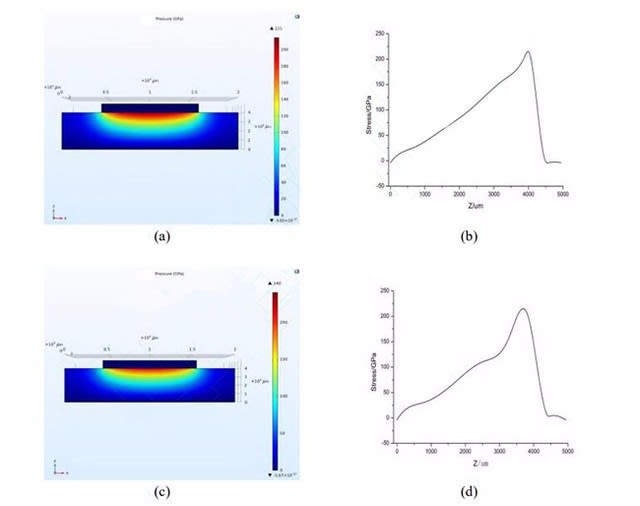
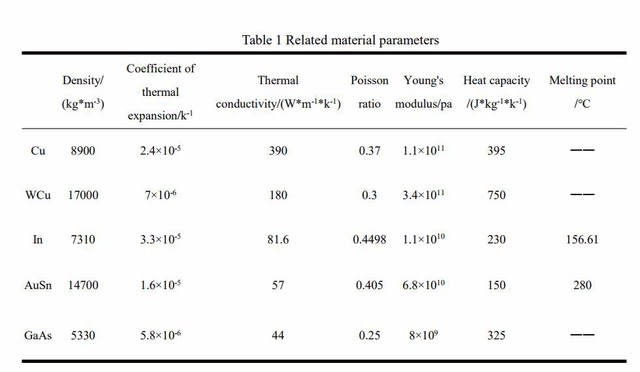
図2 さまざまなはんだパッケージを含むレーザーチップの熱応力分布と端面の中心軸上の応力分布のグラフ
(a)はんだの場合、熱応力ネフグラム(b)はんだの場合、端面の軸上の応力分布
(c)AuSnはんだ、熱応力のネフグラム(d)AuSnはんだ、端面の中心軸上の応力分布
シミュレーション結果を図2および図3に示す。図2(a)および図2(c)からわかるように、InはんだおよびAuSnはんだパッケージの両方の高出力半導体レーザの最大熱応力はCu熱で発生する。シンクとWCuの間のインタフェースは、それぞれ215GPaと240GPaの値を持ちます。図2(b)と図2(d)は、構造体の端面の中心軸上の応力分布を示しており、InはんだとAuSnはんだパッケージのレーザーダイの熱応力は、それぞれ3.57GPaと3.83GPaです。図3にパッケージ構造の温度分布を示しますが、この図からわかるように、レーザーダイ部分に最高温度が発生し、InはんだおよびAuSnはんだパッケージのレーザーチップの最高温度は、それぞれ61.8°Cおよび62°Cです。表1から、レーザーダイの熱膨張係数は5.8×10 -6 k -1であり、InはんだおよびAuSnはんだの熱膨張係数はそれぞれ3.3×10 -5 k -1および1.6×10 -5 k -1であることがわかる。 AuSnはんだと比較して、Inはんだの熱膨張係数はレーザーダイの熱膨張係数と一致し、Inはんだは柔らかいはんだであり、レーザーチップによって発生した応力の一部を解放することができ、AuSnはんだは硬いはんだであり、応力を解放できない。そのため、AuSnはんだパッケージのレーザーダイはより大きな熱応力を受けます[14]。同時に、Inハンダの温度はAuSnハンダの温度よりも高く、構造全体の熱放散はより良いので、Inハンダパッケージのレーザダイの温度はより低い。シミュレーション結果の正当性を検証するために、図1に示す構造に従って、808nmの高出力半導体レーザバーをそれぞれInはんだとAuSnはんだでカプセル化し、図4に示すようにそれらのスペクトル分布を測定しました。図4(a)はInはんだパッケージのレーザースペクトル分布図、図4(b)はAuSnはんだパッケージのレーザースペクトル分布図です。ピークはそれぞれ800.5 nmと798 nmです。 Inはんだと比較して、Nmは、AuSnはんだパッケージレーザーダイがより大きな熱応力およびより大きな波長ブルーシフトを受けやすい。
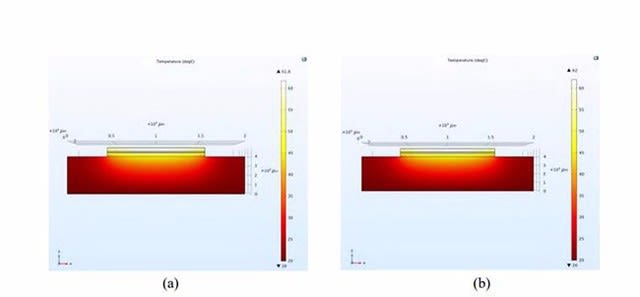
図4 異なるはんだパッケージにおけるレーザースペクトル分布:(a)はんだ中(b)AuSnはんだ
3.2 異厚はんだ
表1から、InはんだでもAuSnはんだでも、熱膨張係数、熱伝導率、ヤング率などのパラメータは、レーザーダイやWCuヒートシンクとは大きく異なり、はんだチューブの厚さも同じになります。コア温度と熱応力分布は重要な影響を与えるため、厚さの異なるはんだパッケージを使用した高出力半導体レーザーバーの熱応力シミュレーションを実行します。現在、高出力半導体レーザバーパッケージに使用されるAuSn半田の厚さは、実際の製造では約10μmであるので、シミュレーションに使用されるAuSn半田の厚さは、それぞれ5μm、10μm、15μm、20μmである。ダイ温度と熱応力分布の影響シミュレーションにおけるCuヒートシンク、WCuヒートシンク、およびレーザチップの寸法はすべて、セクション3.1のものと一致しています。図5は、はんだ厚さの関数としてのレーザーダイの最大熱応力と温度を示しています。図から分かるように、AuSnはんだの厚さが増加するにつれて、レーザダイの熱応力および温度は増加する傾向がある。ここでは、熱膨張係数のマッチングと熱伝導率を考慮して、AuSnはんだの熱膨張係数はレーザーダイの熱膨張係数とは異なるため、レーザーダイ内部の熱応力によって大きな熱応力が発生します。 AuSnはんだの熱伝導率は低く、はんだの厚さが厚くなると、レーザーダイから発生する熱が放出されにくくなり、その結果、ダイの温度が上昇し、熱応力が上昇して、最終的にダイが破裂する可能性があります。シミュレーション結果から、はんだの厚さが薄くなればなるほど、レーザーダイ内部の熱応力と温度が低下することがわかりますが、これは実際のアプリケーションでは当てはまりません。はんだの厚さが薄すぎると、レーザーダイのはんだ付けが不十分になったり、はんだの偏在が発生する可能性があります。レーザーがしっかりとはんだ付けされていないと、ダイとWCu 2次ヒートシンクの間にひびが入る可能性があり、はんだ層の内側にキャビティがあると、局所的なホットスポット効果が発生し、デバイスの安定性と寿命に重大な影響を及ぼします。したがって、はんだ層の厚さの決定は、要因の組み合わせによって決定され、さらなる最適化が必要です。
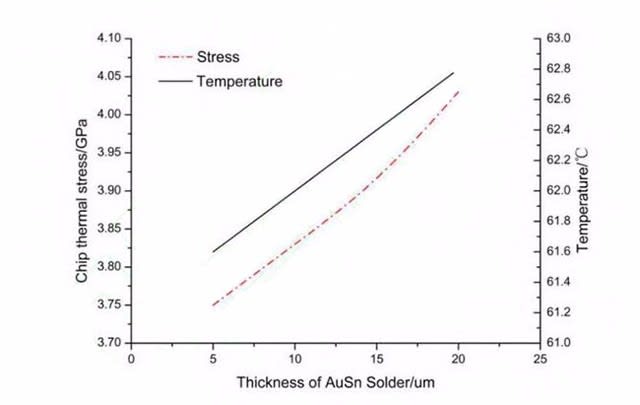
図5 厚さの異なるAuSnはんだをパッケージしたレーザチップの熱応力と温度最大分布
3.3 異なる厚さ
レーザダイの熱膨張係数とCuヒートシンクとの間の不整合を補償するために、WCuサブヒートシンクは、高出力半導体レーザバーのパッケージ内の遷移ヒートシンクとしてWCuサブヒートシンクを使用することが多く、これはレーザダイの熱応力を効果的に軽減することができる。 大きな問題は、金型を保護することです。 しかし、Cuヒートシンクと比較して、WCuヒートシンクの熱伝導率は悪く、厚すぎるとレーザチップの放熱性に悪影響を及ぼし、薄すぎると熱応力が緩和されない。 このセクションでは、厚さの異なるWCuヒートシンクがレーザーダイの温度と熱応力分布に与える影響を分析します。 現在、高出力半導体レーザバーパッケージに使用されるWCuサブヒートシンクの厚さは、実際の製造では約400μmであるので、シミュレーションに使用されるWCuサブヒートシンクの厚さは、それぞれ300μm、350μm、400μm、450μm、500μmである。 シミュレーションにおけるCuヒートシンク、AuSnはんだ、およびレーザーチップの寸法はすべて3.1節と同じであり、レーザーダイの熱応力と温度は図6に示すようにWCu二次ヒートシンクの厚さによって変化します。
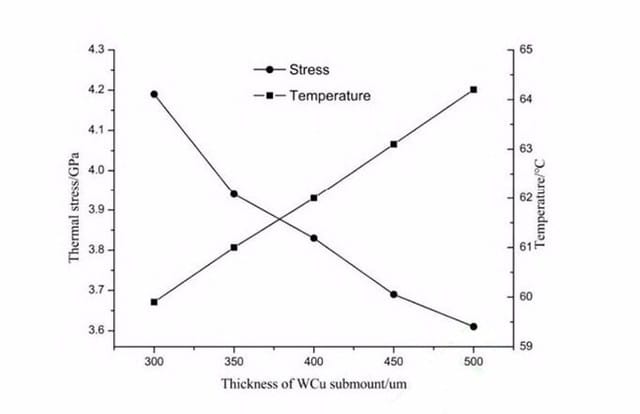
図6 異なる厚さのWCu二次ヒートシンクを実装したレーザチップにおける最大熱応力と温度の分布
図からわかるように、WCuサブヒートシンクの厚さが300μmから500μmに増加すると、レーザーダイの熱応力は4.19GPaから3.61GPaに減少し、最大ダイ温度は59.9°Cから64.2°Cに上昇します。 Cuヒートシンクと比較して、WCuサブヒートシンクの熱膨張係数はレーザダイの熱膨張係数により近いので、WCuサブヒートシンクの厚さが増加するにつれて、チップの熱応力はCuヒートシンクによって減少する。 しかしながら、WCuサブヒートシンクの熱伝導率はCuヒートシンクの熱伝導率よりも劣っているので、WCuサブヒートシンクの厚さの増加は、装置の全体的な熱抵抗の増加、劣った熱放散、およびレーザダイの温度の増加をもたらす。 図6から分かるように、レーザダイの熱応力および温度分布を考慮すると、最適なWCuサブヒートシンクの厚さは380μmである。
5 概要
パッケージングは、高出力半導体レーザーアプリケーションでは非常に重要であり、パッケージの品質によってレーザーの安定性と寿命が決まります。実際の高出力半導体レーザ装置に基づいて、この論文は異なるはんだ、異なる厚さのはんだおよび異なる厚さのタングステン - 銅サブヒートシンクパッケージの高出力半導体レーザストリップをシミュレートするためにマルチフィジックスシミュレーションソフトウェアCOMSOL Multiphysicsを使用し、異なる測定パッケージ状態でのレーザーバーの「笑顔」の値。その結果、WCuサブヒートシンクとCuヒートシンクの間の界面で最大の熱応力が発生し、それがInハンダか金錫ハンダかに関係なく、同じ厚さのInダイとAuSnハンダパッケージのレーザダイの熱応力はそれぞれ3.57GPaと3.83である。 GPa、ダイの最高温度はそれぞれ61.8℃および62℃であり、スペクトルピークは800.5nmおよび798nmであり、はんだの厚さを減少させ、これはレーザーダイ内部の熱応力および温度を減少させるのに有益であるが、はんだの厚さは薄すぎる。 WCuサブヒートシンクの厚さを厚くすると、レーザーダイに熱応力がかかるため、レーザーダイのハンダ付け不良やハンダ分布の不均一、ハンダ層内部のボイドが発生する可能性があります。小さいが、ダイ温度が上昇しているので、最適なタングステン銅二次ヒートシンクの厚さは380μmです。本論文は、高出力半導体レーザストリップの設計を最適化するための基礎を提供して、実際の生産のための指導的意義を持っている。
1.前書き
小型、軽量、高効率、そして変調が容易な高出力半導体レーザーは、材料加工、医療および化粧品、軍事、防衛などに広く使用されています[1] - [6]。現在、常温で連続動作する高出力半導体レーザの最大電気光学変換効率は約70%であるため[7]、動作中に大量の廃熱が発生します。過剰な熱が時間内に放出されないと、レーザダイの温度が上昇し、その結果材料の禁制帯幅が変化し、それが出力ビームの安定性に重大な影響を及ぼす。さらに、レーザダイとヒートシンク材料との間の熱膨張係数が一致しないので、温度変化は熱応力を生じさせ、出力スペクトルが変化する。熱応力が大きすぎると、接合層が割れてしまう。金型の破損などの問題がデバイスの信頼性と寿命に深刻な影響を与えているため[8]、半導体レーザパッケージの熱応力の解析は非常に重要です。
現在、実験による熱応力の解析方法[9]には、主にひずみゲージ法、モール法、熱弾性法、X線回折法、中性子回折法などがある。実験的方法による熱応力の解析は、複雑で高価で、正確性が低いだけでなく、実行不可能です。対照的に、ソフトウェアシミュレーション方法はますます成熟しています。モデル境界やポートなどの条件を合理的に設定できれば、実験と矛盾のない結果が得られます。 2008年に、Wang Hui等。中国電子技術グループ社の第13研究所の[8]は、異なるはんだパッケージを有する半導体レーザの熱応力分布を解析するために有限要素ソフトウェアANSYSを使用した。 2016年に、Quan Wei et al。北京航空宇宙大学の[10]は、ANSYSソフトウェアを使用して、集積半導体レーザー構造を設計およびシミュレーションした。 2018年に、Chen Tianqi等。中国科学アカデミーの西安光機械研究所の[11]もまた、有限要素ソフトウェアANSYSを使用して、高出力半導体レーザアレイの熱応力と「Smile」に及ぼすさまざまなパッケージ構造と材料の影響を分析しました。
本論文では、マルチフィジックスシミュレーションソフトウェアCOMSOL Multiphysicsを用いて、異なるはんだ、異なる厚さのはんだおよび異なる厚さのタングステン - 銅サブヒートシンクパッケージの高出力半導体レーザストリップをシミュレーションした。異なる包装条件下でのレーザーストリップのスペクトル分布が測定される。シミュレーションと実験結果を分析します。それは高出力半導体レーザストリップの設計を最適化するための参照を提供し、実際の生産のための指導的意義を持つ。 2 COMSOL Multiphysicsに基づく熱応力シミュレーションプロセスこの論文のシミュレーション構造を図1に示します。下から上に、Cuヒートシンク、WCuサブヒートシンク、はんだ、レーザーチップ、はんだ、WCuサブヒートシンクです。 。レーザチップは、はんだによってヒートシンクにはんだ付けされており、パッケージ構造内の層の熱膨張係数は一致しておらず、温度変化は熱応力および変形を引き起こす。処理を容易にするために、いくつかの近似がシミュレーションにおいて使用される。(1)複雑なレーザダイ構造は、GaAs材料の層と等価である。 (2)材料の各層の熱膨張係数のような関連する熱的パラメータは温度と共に変化しない。温度変化による熱応力のみを考慮してください。温度がはんだの融点より高い場合、レーザーダイには応力がありません。 (4)相変化などの要因の影響を無視する。
図1 半導体レーザバーパッケージ構造
COMSOL Multiphysicsに基づくシミュレーションステップは次のとおりです。ソフトウェアに付属のモデルウィザードを使用して、空間次元は3次元構造として選択され、物理場は構造力学モジュールの下の熱応力(固体力学および固体熱伝達を含む)です。図1に示す構造に従って、対応する幾何学的モデルをCOMSOL Multiphysicsで構築し、それらを組み合わせてコンソーシアムにした後、材料を幾何学的モデルに追加します関連する材料パラメータを表1に示します。次に、最も重要なのは熱源と境界条件の設定です。これはモデル計算結果の収束と実際の状況との整合性を直接決定します。熱応力解析モジュールは固体力学と固体熱伝達の両方を含むため、境界条件は別々に設定されます。固体力学では、ダイの方向に垂直な境界条件は自由膨張に設定され、層の界面は一様な連続対に設定され、点はCuヒートシンクの底面の任意の頂点に選択され、この点に固定制約が課される。固体熱伝達では、レーザーダイは50Wの熱量を持つ熱源として扱われ、材料の各層の界面は熱接触境界条件に設定され、Cuヒートシンクグランドは室温(20℃)に設定されます。対流熱流束境界条件、外気との熱対流熱伝達、周囲温度20℃に設定します。次に、モデルをメッシュ化し、モデルを三角メッシュまたは四面体メッシュに分割し、メッシュが細かくなればなるほど、計算結果が正確になり、対応するコンピューターのメモリ要件も高くなり、計算時間が長くなります。このモデルでは、レーザーダイ温度と熱応力分布を主に解析し、計算結果をより正確にするために、ダイとはんだメッシュを非常に精密にし、計算速度を向上させ、コンピュータメモリを節約します。 WCuヒートシンクとCuヒートシンクとの噛み合いは粗面化されている。最後に、モデルが計算され、計算結果が視覚化されます。
3 結果の分析と考察
3.1 異なるはんだ
現在、高出力半導体レーザバーのパッケージにおいて、広く使用されているはんだは主にInはんだおよびAuSnはんだを含む。 はんだは軟質はんだであり[12]、良好な塑性変形特性と低い応力を持ちますが、高温環境では、溶接ウィスカーの成長を引き起こし、溶接層の熱疲労を加速し、深刻なエレクトロマイグレーションを引き起こし、レーザーを引き起こします。 ダイオードは早く故障しました。 AuSnはんだは硬いはんだであり[13]、優れた耐疲労性および耐クリープ性、高い降伏強度、優れた熱伝導率、フラックスなし、そして深刻なエレクトロマイグレーションはありません。 しかしながら、金 - 錫ハンダは硬いハンダであるため、延性が悪く、焼結プロセスは過度の応力を導入するので、溶接プロセスはより要求が厳しい。 本論文は最初にInはんだとAuSnはんだパッケージの高出力半導体レーザストリップをシミュレートし、動作中の温度と熱応力分布を解析した。 シミュレーションでは、Cuヒートシンクのサイズは20000×20000×4000μm、WCuヒートシンクのサイズは11000×2000×400μm、InとAuSnのはんだのサイズは11000×2000×10μm、レーザチップのサイズは11000×2000×です。 120μm。
図2 さまざまなはんだパッケージを含むレーザーチップの熱応力分布と端面の中心軸上の応力分布のグラフ
(a)はんだの場合、熱応力ネフグラム(b)はんだの場合、端面の軸上の応力分布
(c)AuSnはんだ、熱応力のネフグラム(d)AuSnはんだ、端面の中心軸上の応力分布
図3 異なるはんだパッケージを用いたレーザーの温度分布
(a)はんだ中(b)AuSnはんだ
(a)はんだ中(b)AuSnはんだ
シミュレーション結果を図2および図3に示す。図2(a)および図2(c)からわかるように、InはんだおよびAuSnはんだパッケージの両方の高出力半導体レーザの最大熱応力はCu熱で発生する。シンクとWCuの間のインタフェースは、それぞれ215GPaと240GPaの値を持ちます。図2(b)と図2(d)は、構造体の端面の中心軸上の応力分布を示しており、InはんだとAuSnはんだパッケージのレーザーダイの熱応力は、それぞれ3.57GPaと3.83GPaです。図3にパッケージ構造の温度分布を示しますが、この図からわかるように、レーザーダイ部分に最高温度が発生し、InはんだおよびAuSnはんだパッケージのレーザーチップの最高温度は、それぞれ61.8°Cおよび62°Cです。表1から、レーザーダイの熱膨張係数は5.8×10 -6 k -1であり、InはんだおよびAuSnはんだの熱膨張係数はそれぞれ3.3×10 -5 k -1および1.6×10 -5 k -1であることがわかる。 AuSnはんだと比較して、Inはんだの熱膨張係数はレーザーダイの熱膨張係数と一致し、Inはんだは柔らかいはんだであり、レーザーチップによって発生した応力の一部を解放することができ、AuSnはんだは硬いはんだであり、応力を解放できない。そのため、AuSnはんだパッケージのレーザーダイはより大きな熱応力を受けます[14]。同時に、Inハンダの温度はAuSnハンダの温度よりも高く、構造全体の熱放散はより良いので、Inハンダパッケージのレーザダイの温度はより低い。シミュレーション結果の正当性を検証するために、図1に示す構造に従って、808nmの高出力半導体レーザバーをそれぞれInはんだとAuSnはんだでカプセル化し、図4に示すようにそれらのスペクトル分布を測定しました。図4(a)はInはんだパッケージのレーザースペクトル分布図、図4(b)はAuSnはんだパッケージのレーザースペクトル分布図です。ピークはそれぞれ800.5 nmと798 nmです。 Inはんだと比較して、Nmは、AuSnはんだパッケージレーザーダイがより大きな熱応力およびより大きな波長ブルーシフトを受けやすい。
図4 異なるはんだパッケージにおけるレーザースペクトル分布:(a)はんだ中(b)AuSnはんだ
3.2 異厚はんだ
表1から、InはんだでもAuSnはんだでも、熱膨張係数、熱伝導率、ヤング率などのパラメータは、レーザーダイやWCuヒートシンクとは大きく異なり、はんだチューブの厚さも同じになります。コア温度と熱応力分布は重要な影響を与えるため、厚さの異なるはんだパッケージを使用した高出力半導体レーザーバーの熱応力シミュレーションを実行します。現在、高出力半導体レーザバーパッケージに使用されるAuSn半田の厚さは、実際の製造では約10μmであるので、シミュレーションに使用されるAuSn半田の厚さは、それぞれ5μm、10μm、15μm、20μmである。ダイ温度と熱応力分布の影響シミュレーションにおけるCuヒートシンク、WCuヒートシンク、およびレーザチップの寸法はすべて、セクション3.1のものと一致しています。図5は、はんだ厚さの関数としてのレーザーダイの最大熱応力と温度を示しています。図から分かるように、AuSnはんだの厚さが増加するにつれて、レーザダイの熱応力および温度は増加する傾向がある。ここでは、熱膨張係数のマッチングと熱伝導率を考慮して、AuSnはんだの熱膨張係数はレーザーダイの熱膨張係数とは異なるため、レーザーダイ内部の熱応力によって大きな熱応力が発生します。 AuSnはんだの熱伝導率は低く、はんだの厚さが厚くなると、レーザーダイから発生する熱が放出されにくくなり、その結果、ダイの温度が上昇し、熱応力が上昇して、最終的にダイが破裂する可能性があります。シミュレーション結果から、はんだの厚さが薄くなればなるほど、レーザーダイ内部の熱応力と温度が低下することがわかりますが、これは実際のアプリケーションでは当てはまりません。はんだの厚さが薄すぎると、レーザーダイのはんだ付けが不十分になったり、はんだの偏在が発生する可能性があります。レーザーがしっかりとはんだ付けされていないと、ダイとWCu 2次ヒートシンクの間にひびが入る可能性があり、はんだ層の内側にキャビティがあると、局所的なホットスポット効果が発生し、デバイスの安定性と寿命に重大な影響を及ぼします。したがって、はんだ層の厚さの決定は、要因の組み合わせによって決定され、さらなる最適化が必要です。
図5 厚さの異なるAuSnはんだをパッケージしたレーザチップの熱応力と温度最大分布
3.3 異なる厚さ
レーザダイの熱膨張係数とCuヒートシンクとの間の不整合を補償するために、WCuサブヒートシンクは、高出力半導体レーザバーのパッケージ内の遷移ヒートシンクとしてWCuサブヒートシンクを使用することが多く、これはレーザダイの熱応力を効果的に軽減することができる。 大きな問題は、金型を保護することです。 しかし、Cuヒートシンクと比較して、WCuヒートシンクの熱伝導率は悪く、厚すぎるとレーザチップの放熱性に悪影響を及ぼし、薄すぎると熱応力が緩和されない。 このセクションでは、厚さの異なるWCuヒートシンクがレーザーダイの温度と熱応力分布に与える影響を分析します。 現在、高出力半導体レーザバーパッケージに使用されるWCuサブヒートシンクの厚さは、実際の製造では約400μmであるので、シミュレーションに使用されるWCuサブヒートシンクの厚さは、それぞれ300μm、350μm、400μm、450μm、500μmである。 シミュレーションにおけるCuヒートシンク、AuSnはんだ、およびレーザーチップの寸法はすべて3.1節と同じであり、レーザーダイの熱応力と温度は図6に示すようにWCu二次ヒートシンクの厚さによって変化します。
図6 異なる厚さのWCu二次ヒートシンクを実装したレーザチップにおける最大熱応力と温度の分布
図からわかるように、WCuサブヒートシンクの厚さが300μmから500μmに増加すると、レーザーダイの熱応力は4.19GPaから3.61GPaに減少し、最大ダイ温度は59.9°Cから64.2°Cに上昇します。 Cuヒートシンクと比較して、WCuサブヒートシンクの熱膨張係数はレーザダイの熱膨張係数により近いので、WCuサブヒートシンクの厚さが増加するにつれて、チップの熱応力はCuヒートシンクによって減少する。 しかしながら、WCuサブヒートシンクの熱伝導率はCuヒートシンクの熱伝導率よりも劣っているので、WCuサブヒートシンクの厚さの増加は、装置の全体的な熱抵抗の増加、劣った熱放散、およびレーザダイの温度の増加をもたらす。 図6から分かるように、レーザダイの熱応力および温度分布を考慮すると、最適なWCuサブヒートシンクの厚さは380μmである。
5 概要
パッケージングは、高出力半導体レーザーアプリケーションでは非常に重要であり、パッケージの品質によってレーザーの安定性と寿命が決まります。実際の高出力半導体レーザ装置に基づいて、この論文は異なるはんだ、異なる厚さのはんだおよび異なる厚さのタングステン - 銅サブヒートシンクパッケージの高出力半導体レーザストリップをシミュレートするためにマルチフィジックスシミュレーションソフトウェアCOMSOL Multiphysicsを使用し、異なる測定パッケージ状態でのレーザーバーの「笑顔」の値。その結果、WCuサブヒートシンクとCuヒートシンクの間の界面で最大の熱応力が発生し、それがInハンダか金錫ハンダかに関係なく、同じ厚さのInダイとAuSnハンダパッケージのレーザダイの熱応力はそれぞれ3.57GPaと3.83である。 GPa、ダイの最高温度はそれぞれ61.8℃および62℃であり、スペクトルピークは800.5nmおよび798nmであり、はんだの厚さを減少させ、これはレーザーダイ内部の熱応力および温度を減少させるのに有益であるが、はんだの厚さは薄すぎる。 WCuサブヒートシンクの厚さを厚くすると、レーザーダイに熱応力がかかるため、レーザーダイのハンダ付け不良やハンダ分布の不均一、ハンダ層内部のボイドが発生する可能性があります。小さいが、ダイ温度が上昇しているので、最適なタングステン銅二次ヒートシンクの厚さは380μmです。本論文は、高出力半導体レーザストリップの設計を最適化するための基礎を提供して、実際の生産のための指導的意義を持っている。





※コメント投稿者のブログIDはブログ作成者のみに通知されます