Two FS micro electrostatic spray methods are available: one for forming thin coatings with low viscosity materials, and one for forming coatings of several tens of μm with medium to high viscosity coating materials.
TheFS micro electrostatic spray method is a method that can form coatings in the angstrom range. This is a corona charging method in which a high voltage of -5 to 30 kV is applied to the needle at the tip of the FS micro spray gun, which generates liquid particles, from a high voltage generator. At the same time, corona charging occurs from the tip of the needle (corona pin), creating an electric field between the needle and the object to be coated. Fine particles that pass through this electric field are also charged and adhere to the object to be coated. A thin film can be formed uniformly by stacking the applied fine particles. Fine particles cannot be coated on a substrate by their inertial force alone. FS micro electrostatic spray makes it possible to extract only the fine particles and transport them, then adsorb them to the substrate by applying electrostatic force. Coating with the power of electrons has the property of concentrating the electric field on the edges, so it can be said that coverage is good. These features allow for coating of substrates with complex shapes that cannot be coated by spin coating.
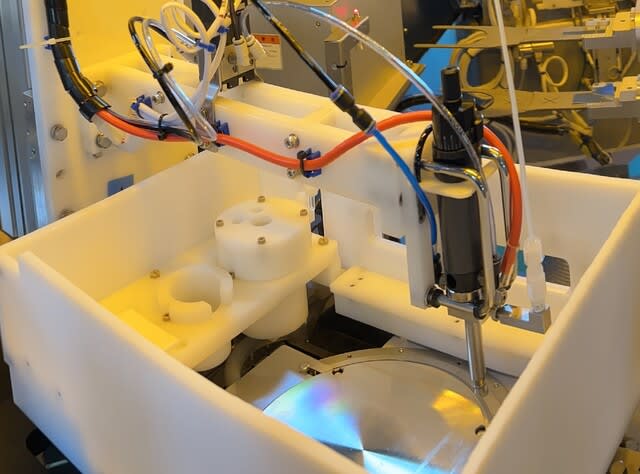
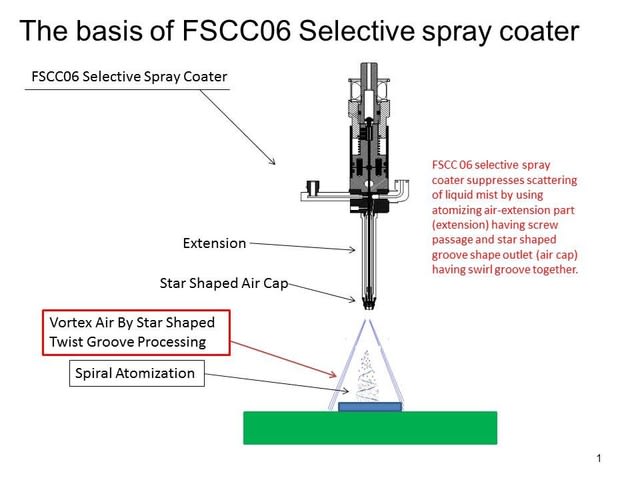
FS micro electrostatic spray is used to form films of tens of μm with medium to high viscosity coating materials. The fine particles misted by the screw extension or star-shaped air cap for atomizing viscous materials are charged in an electrostatically charged corona charging area and then electrostatically coated.
Features
Thin film coating from 350 angstroms is possible.
Educed amount of coating solution used.
Can be coated on three-dimensional complex shapes.
Good edge coverage.
In order to fully utilize the effects of electrostatic coating, it is necessary to apply a sufficient charge.