








時代は切削か!?
MODELA MDX-15/20をAutodesk Fusion 360 CAMで使い倒そう!
趣味のCNCはじめました!3Dプリンタともコラボしてみよう!?
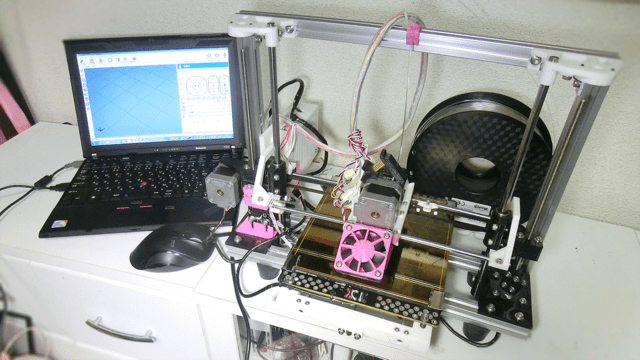
ようやく待望のCNCフライスが手に入りました。
といっても旧式の中古ですが、まだまだ使えそうなものです。
(奥にあるのは愛機の3Dプリンタ「PRN3D」改造バージョン)

アルミ加工もできる剛性がしっかりした安価な機種を物色していましたが、
エンドミルとか工具をいろいろ買い揃えると結構コストがかかりますね。
※ブログ内関連記事
CNCフライス加工にも使える実質無料の「Autodesk Fusion360」のCAM機能を使い倒してみたまとめ
http://blog.goo.ne.jp/t2com1230/e/961590bb3230e7babb6ee6b8c6bf7c2b
この加工機は2000年から発売されてたRoland DG社のMODELA MDX-15 旧式機種ですが
ある程度アルミ加工もできるようですし、いまだ現役で使われているみたいです。
4軸とかに改造しているユーザもいますね。
MODELA MDX-20/15 - ローランド ディー.ジー.
http://www.rolanddg.co.jp/product/archives/mdx-20_15/mdx-20_15.htm
本来はModela Player4専用CAMソフトでIGESやSTLの3Dデータを読み込んで
自動でツールパスを作成して切削加工を行う仕様の加工機なのですが

せっかくFusion360 CAMがあるのでNCデータを使いたいですよね。
なんとGコードを使えるようにしたというNC-MODELA専用オリジナルCNC制御アプリを
使えばNCデータ(Gコード)で動かすことができるようになります。
NC-MODELA - ロボット・ファン.net
http://www.robot-fan.net/modela/index.html

・NCデータが使える
・原点出しがカンタン!
・加工時間の短縮が可能
・機械最小分解能を有効に利用
※2022年4月以降にこのサイトはなくなったようです。
NC-MODELA - ロボット・ファン.net
WAYBACK MACHINE最終サイト過去キャッシュ
https://web.archive.org/web/20220326131632/http://www.robot-fan.net/modela/index.html
NC-MODELA専用オリジナルCNC制御アプリ NC-MODELA
NC-MODELA_1_0_0_9.ZIP
あとは肝心のFusion360 CAMのNCデータはどうかですが
いちお対応していたみたいです。
Roland DG社の加工機では2種類の制御コードのフォーマットがあって
AutodeskのFORUMにも詳しくRoland雛形ポストの情報がありました。
Autodesk FORUM POST PROCESSORS
Roland RML Post processors
http://forums.autodesk.com/t5/post-processors/roland-rml-post-processors/td-p/6095150
GコードベースのRoland ISOのものと、独自コードのRoland RMLがありますが、
MODELA MDX-15/20は、ネイティブではRoland RML(RML-1)のようです。
Roland ISOであればGコードベースなのでNC-MODELAで動きましたが
(G-CodeをRMLに変換して送っています)
Roland RMLでもシリアルポートに直接送信できるCNC制御ソフトがあれば
使えそうな気もしたので、探してみたら唯一下記のNC通信ソフトがあったので
こちらも検証してみます。
ComncV3 - 竜の子ソフト
http://www5a.biglobe.ne.jp/~NCPRO/

初期設定の状態でRoland RMLコードを直接送ってみましたがいちお動きました。
Z軸の挙動がちょっと怪しかったので適正設定値の補正をすれば使えそうな気がします。
ということで、早速待望の Fusion 360 CAMで使い倒すいつものギークまとめをやっていきま~す!
◯まずは機械仕様と性能を把握しましょう
MODELA MDX-15の場合
最大動作範囲: X軸方向 152.4 mm、 Y軸方向 101.6 mm、Z軸方向 60.5 mm
ツールチャック: φ6
スピンドルモーター: 10 W (DC モータ)
ソフトウェア分解能: 0.025 mm/ステップ
機械的分解能: 0.00625 mm/ステップ
主軸回転数: 6500rpm(固定)
最大送り速度: 15mm/sec(全軸)
切り込み深さ: 0.5mm(20ステップ)
接触型スキャニング機能あり
X/Y軸方向0.05 ~ 5.00 mm (0.05 mm きざみで設定)、Z軸方向0.025 mm
※3Dスキャンもできるのでサイズを計測したり、3Dモデル化もできるのでいいですね。
◯Fusion 360 CAMのポストコンフィグ(NCコード変換)が使えるのか確認しましょう
雛形ポストコンフィグで使う加工機に合わせたものがあるがチェック。
合わない場合は、コンフィグファイルをカスタマイズして個別対応も可能です。
・Fusion 360が標準対応している雛形ポストコンフィグ一覧

・Autodek公式CAMポストライブラリ検索サイト

Autodek CAM Post Library
https://cam.autodesk.com/posts/
その他
Tormach POST PROCESSORS for Fusion 360
https://www.tormach.com/software-post-processor.html
・15L Slant-PRO Lathe Post Processor for SprutCAM Tormach Only Post
・15L Slant-Pro Lathe Tormach Post Processor for SprutCAM All Post
・Tormach Post Process for SprutCAM Tormach Only Post
・Tormach Post Processor for SprutCAM All Post
・Fusion 360 Post Processor for Tormach PCNC Mills with PathPilot
・Fusion 360 Post Processor for 15L Slant-PRO Lathe PathPilot
・Tormach MasterCAM post
・EZ-CAM Post Processor for Tormach PathPilot
・PCNC Post Processor for TurboCAD/CAM
Scott216 CNC-Post-Processor
https://github.com/Scott216/CNC-Post-Processor
・Haas TM2.cps
・Shapeoko V2.cps
・Tormach PCNC1100.cps
Custom Ouplan CNC Post Processors
https://github.com/X3msnake/Ouplan-CNC-Fusion-360-Post-Processor
MPCNC posts processor
https://github.com/martindb/mpcnc_posts_processor
MODELA MDX-15/20の場合は、
雛形ポストは「Roland RML」でプロパティのMDX-15/20のところを「はい」にします。
Gコードベースの雛形ポストにしたい場合は「Roland ISO」にします。
カスタマイズはコンフィグファイル(スクリプト)をいじればできそうな感じなので
時間があれば挑戦したいと思います。
◯Fusion 360 CAMでNCコードを出力して正常にツールパスが動作するのか確認しましょう
ツールパスの基点となる機械原点とワーク原点を把握します。
機械原点とは、機械メーカーが決めたその機械固有の原点です。
ワーク原点とは、複数の任意の機械座標系上の位置をそれぞれ登録した原点です。
これらによって決まる座標系をワーク座表系といいます。
機械原点で治具などを使う場合には、交換の際に加工位置がずれてしまったり
加工の正確な位置決めがしにくいので
Fusion 360 CAMではワーク座標系(WCS)を基準にツールパスを作成していきます。
ますはテストモデルで3軸加工のNCコードを作成して動作確認していきましょう。
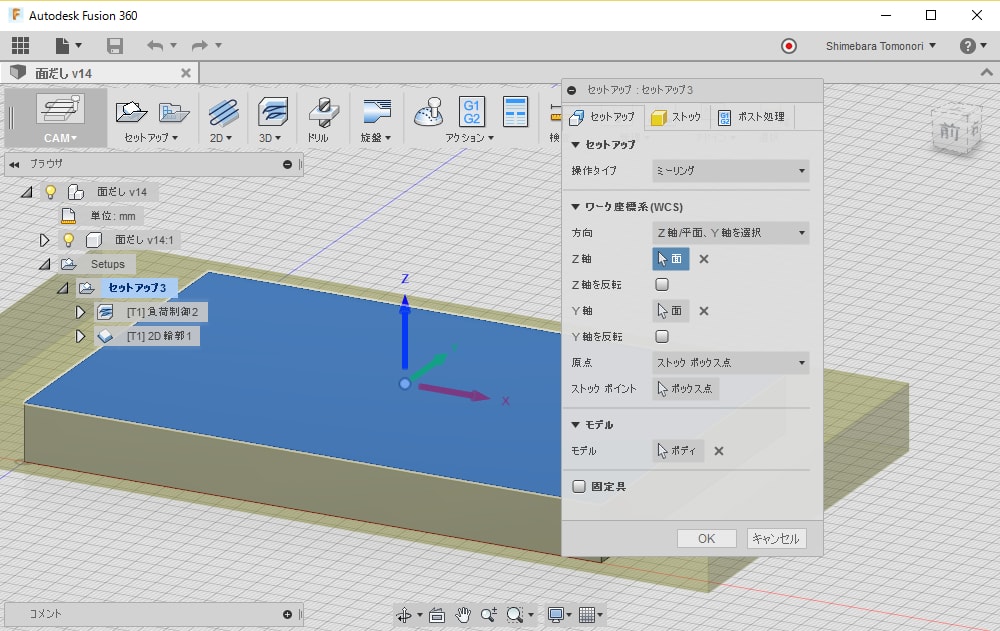
1.セットアップで加工のための準備をします。
ワーク原点の位置は、任意で設定することができますが、
加工機で指定する原点と一致していることが重要になります。

[ストック]タブに切り替えて材料のサイズを指定します。
実際よりも少し大きめに設定すると削り残しがなくなります。
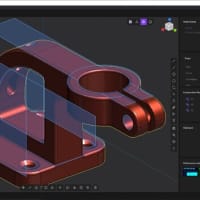
2.ツールパスの種類を選択します。
今回は3軸での荒加工の動作テストなので[3D]-[3D負荷制御]にします。

[工具]タブ:使用する工具と加工機と材料にあった主軸回転数と切削送り速度などの切削条件を指定します。
[図形]タブ:加工する範囲や加工しない範囲を設定します。
[高さ]タブ:加工途中の回避高さや加工する最大高さや最小高さを設定します。
[パス]タブ:ツールパスの動作に関する内容を設定します。
[リンク]タブ:2つのツールパス間の動きを設定します。

ちなみに工具が入らないところのツールパスは作られません。
工程ごとに工具サイズと加工精度に合わせて段階的にツールパスを作って切削していきます。
3.ツールパスのシミュレーションをします。
どのようなツールパスで切削されていくか[シミュレーション]で確認します。

4.ツールパスをNCデータに変換します。
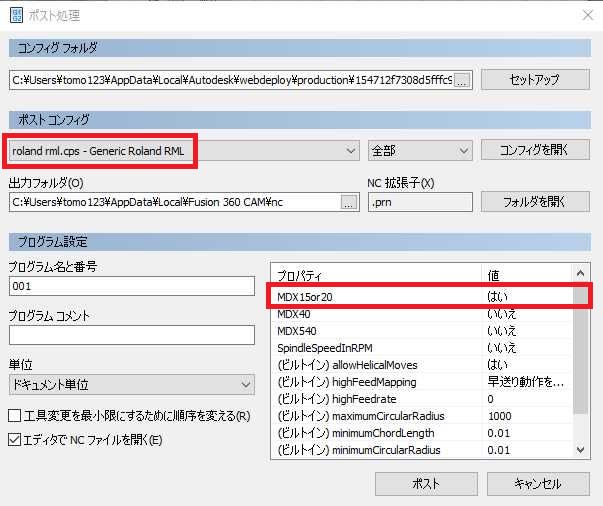
[ポスト処理]で加工機にあったポストコンフィグを選択して作成します。

MODELA MDX-15/20の場合は、
雛形ポストは「Roland RML」でプロパティのMDX-15/20のところを「はい」にします。
Gコードベースの雛形ポストにしたい場合は「Roland ISO」にします。
5.NCコードをCNC制御ソフトに読み込みこんで動作確認をしましょう。
GコードベースのRoland ISOのものと、独自コードのRoland RMLで
ちゃんと動作するか調整していきます。ある程度NCコードの知識も必要ですね。
実績もあるGコードベースのNC-MODELAを使うほうが無難に思いますが
ネイティブなRMLで直接送ったほうが互換や性能が高そうに思うので
ComncV3と併用できるようにしたいです。


・Roland雛形ポストのNCコードを補正します。
Fusion360 CAMの雛形ポストでは標準的なヘッダコードになっているので
使用環境にあわせてヘッダコードを確認しましょう。
(Roland雛形ポストのままでも特に影響はなく大丈夫でした。)
NC-MODELAで使用制御できるGコード内容(取扱説明書から抜粋)
M3 :スピンドルON
M5 :スピンドルOFF
M30 :加工プログラム終了
M00 :プログラム停止
M02 :プログラム終了
M03 :スピンドルON
M05 :スピンドルOFF
M30 :プログラム終了
G00 :早送り X_ Y_ Z_
G01 :直線補間 X_ Y_ Z_
G02 :円弧補間(時計回り) X_ Y_ I_ J_
G03 :円弧補間(反時計回り) X_ Y_ I_ J_
G28 :原点復帰 X Y Z
G53 :機械値指令 X_ Y_ Z_
G90 :絶対値指令
G91 :増分値指令
G92 :現在値座標系設定 X_ Y_ Z_
F :速度設定mm/min にて指令
MODELAでは最大1200m/minまで設定可能
[使用例]
G91 :以後、増分値指令
G00Z5. :早送り、Z軸+5mm(ベースプレートの厚みが5mmあるので)
G90 :以後、絶対値指令
G92X0Y0Z5. :今の位置で現在値をX0Y0Z5.に設定する
※注意事項!!
・_(アンダーバー)には数値が入ります。
・小数点有りの場合はmm単位、小数点なしの場合はμm単位
(1/1000mm)となります。
・Gコードはプログラム1行に対して1つのみ実行できます。
・Gコードが1行に2つ存在する場合1つ目しか実行できません。
Roland DG NCコード リファレンスマニュアル
http://icreate.rolanddg.com/iModela/download/dl/manual/NC_CODE_JP.pdf
Gコード(G機能)
http://www.nttd-es.co.jp/products/e-learning/e-trainer/trial/nc/g-code.htm
JIS 6315-2:2003で規定されているGコード一覧
http://nc-program.s-projects.net/jis/g-code.html
NCプログラム基礎知識
http://nc-program.s-projects.net/g-code.html
MODELA MDX-15/20で使用制御できるRMLコード内容(抜粋)
^IN :初期化
^PR :座標指定を相対値モードに設定
^PA :座標指定を絶対値モードに指定
!MC0 :モーターOFF
!MC1 :モーターON
!RCn :モーター回転数(n:1-15) ※MDX-20/15は6500rpm固定なので無効
!ZOz :高さzを新たなZ原点とする
Vv :ツール移動速度v(mm/s)
Zx,y,z :現在位置から(x,y,z)への絶対位置移動(切削)
!VZn :Z軸送り速度 n:0-30 (mm/sec 単位)
VSn :X,Y軸送り速度(mm/s)
!ZZx,y,z :現在位置から(x,y,z)への絶対位置移動(切削)
!PZz1,z2 :刃物の切り込み量(z1)と空送り量(z2)[0.01mm 単位で指定]
^PUx,y :空送り位置まで刃物を上げてx,yに移動
^PDx,y :切り込み位置まで刃物を下げてx,yに移動(切削)
!ZOn :Z原点をnの座標値にする
!XO0;!YO0;!ZO0 :(0,0,0)座標位置をXYZ原点とする
!DWn :n[単位ms:整数]の値だけ現在位置に停滞(dwell)
!ZM z :現在位置からZ軸の移動
MODELAコード表
http://www.tagiya.co.jp/develo/code.htm
File:RML1 Command Guide
http://wiki.fablabbcn.org/File:RML1_Command_GuideENVer100.pdf
6.NCデータのワーク原点に加工機のユーザ座標系の原点を一致させましょう。
Fusion 360 CAMのNCデータのワーク原点とCNC制御ソフトで切削するときのユーザ座標系の原点が
完全一致していることが大重要です。
想定外の部分を切削しはじめたり、切り込み位置がずれて材料に深く切り込むことによって
エンドミルに高負荷がかかって最悪高価なエンドミルが折れてしまいます。
ワーク原点を使う場合は、Fusion 360 CAMでの材料のストックサイズを実際よりも若干大きめに
しておくのもいいですね。
一般的には加工機専用のCNC制御ソフトでの原点センサ機能などで一致するように
自動でやってくれますが、MODELA MDX-15/20でのNC-MODELAではちょっと工夫が必要です。
私の場合は、比較的位置合わせがしやすい材料の上面中央点を原点にしてます。
使用する刃径6mmの2枚刃フラットエンドミル

Fusion 360 CAMではストック材料の上面中央点をワーク原点として設定
NC-MODELAで機械原点からの位置を移動させユーザ座標系の原点として登録

※材料の上面中央点を決めやすいように、まず材料に中央点がわかる寸法補助線をひいておいて
目視でエンドミルの先端のXYZの位置を決めたのち、エンドミルを回転させて
少しずつ材料に近づけて音が変わる(擦れる)位置を探って原点座標を確定してます。

パネルの現在値のX,Y,Zボタンを押して 0 にして原点として設定します。
(Roland雛形ポストのままでも特に影響はなく大丈夫でした。)

Fusion 360 CAM で CNC MODELA MDX-15/20 を使い倒してみた! 【 ツールパス切削テストその1 】
3D負荷制御による荒加工の切削テストした時の様子です。
荒加工の後に動画にはないですが、2D輪郭加工で外周を仕上げています。
材料は捨て板に使っている100円で売っているMDFボードのノコで切った切れ端です。w
土台に両面テープで貼ってますが結構強いですね。
はじめ切り込み設定とか最適でなかったので何度か失敗してますが
軽快に切削できるようになりました。
切り込み設定が最適でないと轟音が鳴り響きます!
切り込みピッチと送り速度がポイントですね。
材料の硬さや工具種類と回転数などの加工機の性能にも依存するところです。
感覚として切削音が軽快に聞こえれば最適だと思います。
さらに切りくずの状態からも判断できると思います。
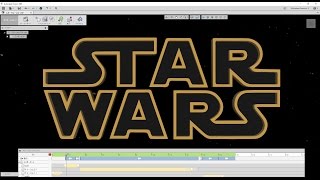
次回はここからFusion 360 3Dロゴマーク F を削り出しますよ。
※ただ今奮闘中につき詳細をまとめ中!
まずは簡単なものから切削してみよう!ということで最初に切削するものはやっぱりこれでしょ!
☆次回記事予告☆
時代は切削か!?MODELA MDX-15/20をFusion 360 CAMで使い倒す!趣味のCNCをしよう!【切削初級編】


正確に切削ができるようになったら、過去に3Dプリントした個人作品も
切削でやってみた結果とかも紹介していきたいと思います。
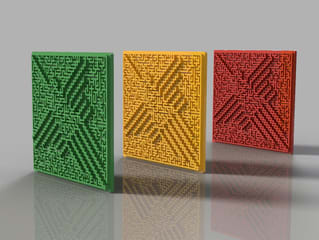



切削もできるようになれば作品のアイディアのバリエーションも広がりますね。
3Dプリントとのコラボもしてみたいです!
※随時更新予定。
※Fusion 360の購入はこちらから。






 新着!
Fusion 360を活用したものづくりのための最新プリンター「Raise3D」神原友徳の使用感レポート
新着!
Fusion 360を活用したものづくりのための最新プリンター「Raise3D」神原友徳の使用感レポート
 「無料」から使える3Dモデリングツール「Fusion 360」とは? DIYでオリジナルのライフハックツールをつくろう!
「無料」から使える3Dモデリングツール「Fusion 360」とは? DIYでオリジナルのライフハックツールをつくろう!
















 3DワークスAI体験セミナー
3DワークスAI体験セミナー Fusion 360 3DCADセミナー
Fusion 360 3DCADセミナー Fusion 360 CNCセミナー
Fusion 360 CNCセミナー








http://tansu.blog.jp/archives/52180154.html
こちらで、Fusion360のロゴ加工してあるようですが、データいただけませんか?やってみたいと思います。
自作で3Dプリンターを半年前、今月CNCを製作中なのですが、精度、ソフト、Gコードといった部分で悩んでいました。
もし今からいろんな事が解決できたらこれを描いている人のお陰になる気がします。
fusion360は無料で使えると聞いたのですが、ダウンロードのページが英語でよくわからずに諦めたのですが、馴れた方が良いですかね?
Fusion 360は、1年間は誰でもフル機能が無償で使えます。
学生さんであれば3年間無償です。
期限がきても延長も出来ます。
ダウンロード
http://www.autodesk.co.jp/products/fusion-360/try-buy
今はサイトも含めすべて日本語対応になっています。
ご確認よろしくお願いします。
ご質問などのサポートは、無償ユーザでも
すべてフォーラムで受け付けていますのでご活用下さい。
Fusion 360日本語公式フォーラム
http://forums.autodesk.com/t5/fusion-360-ri-ben-yu/bd-p/707
Expert Eliteたちが手厚くサポートしてくれますよ。
よろしくお願いします。
質問まで出来るとはさすがオートデスク社です。
ここのソフトならDXFだけでなくGコードまでできるとか・・・?
現在使っているソフトがGRBLなのですがこれまた英語で・・・Gコードを作る所でつまずいているので日本語のもので無料のを探しています。
ロボットファン.netはまだ見れていませんが、実は今凄い期待しています!
GRBL用のGコードも標準で作成(ポスト)できますよ。
[ポスト処理]のポストコンフィグの選択で下記のものを指定して下さい。
【 grbl.cps - Generic Grbl 】
よろしくお願い致します。
まだ、Fusion360のインストールまでしか出来ていませんが、3D設計をソリッドワークスでしかやった事が有りません。
オートキャドは少しやった事有るのですが、3Dプリンターの為にしか設計してなかったのでフュージョン360のやり方にすぐになれるのに時間がかかりそうです。
いっそソリッドワークスで作って、パラソリッドなど中間ファイルでフュージョンでデータ化したのちGコードにすることは出来ますでしょうか。
fusion360の使い方(特に設計、Gコード制作に関する部分)をマスターしたいです。好きな所から勉強する悪い癖です。
知り合いのソリッドワークスユーザはそうやって使っているようです。w
ソリッドでない(メッシュ)場合も、Fusion360でソリッドに変換できれば可能です。
Fusion360の入出力対応フォーマット
http://fusion360.blog.jp/blog/20151106/1044404791
よろしくお願いします。
オートキャドの背景の黒さが憂鬱でオートキャドよりソリッドワークスが好きになり、それ以来オートキャドと疎遠だったのに・・・ソリッドワークスもGコード出力できる様になれよ!
あとほかのCADにも共通する事だけど線が大杉ですね。見てるだけで眠くなるんですよね。そしてソリッドの回転がしにくい。この2点でソリッドワークスじゃないと無理ってなってしまいました。
ソリッドワークスに足らない物は自由な表現がしにくい事と今回のGコードが作れない事ですね。
3000円出して一応Fusion360の本を買ってきましたけど・・・これで設計をマスターできたらその自由な表現に幅が出るのでやっぱり勉強したいです。タダより安い物はないですしね♡
別の質問なのですが、現在使ってるCNCにリミットスイッチがなかったので生半可な気持ちで増設したのですが、ただの飾りになってしまっています。どうやったらスイッチの所で止まってくれますか?
aitendoのパチモンみたいななんか安い基盤にCNCシールドを付けた物です。ドライバなど無事入ってエンドミルやステップモーターなどは正常に機能しました。(細かい設定はまだよくわかりません)
!XOn :X原点をnの座標値にする
!YOn :Y原点をnの座標値にする
の2つは存在しないようです。(当方のMDX-20ではエラーになりました。
また
!ZM 命令(Z軸の移動)が存在します。