









こんばんわ!4Kです。
さて、遅くなりましたが20番のフォスター型弾頭鋳造をUPしたいと思います。
当初簡単に考えていたのですが、これが相当な曲者でした!
正直に言いますと金属を扱う仕事をしておりますので溶かす、切る、削る
と云った事にある程度自信があったのですが吹っ飛びました!(笑)
何が曲者かは後で書きます。
んで、鋳造するのに必要なのは

LEE の溶解用ポットと温度計(貰いものですが)
これはあった方がGood!(楽だし作業が安定しました!)
そして

モールド(金型)これは当たり前!
その他もろもろは他の方がブログにUPしてますので参考にして下さい。
手抜きでは・・(;^_^A
で結果、モールド(金型)の箱を見て頂けると分かるのですが20GA 345gr. Slug
となっていますがしか~し!
アンチモンを4%入れた物と2.5%の物の2種類製作しましたが
アンチモン4%は 357gr.から364gr.までばらつき
アンチモン2.5%は 360gr.から366gr.までばらつくと云う一貫性の無さ!
これは、モールド(金型)の中に入れるピン(中子と言います。)に少しガタが有るので
その位置によってこのばらつきが出る事が分かりました。
でも345gr.に対して357~366gr.てどんたけ~ずれてるのと言いたくなります。
1gr.を約0.0648gとして考えると0.7776g~1.3608gの差そしてばらつきが
0.5832gとこれを誤差として考えていい物か?悩みました。
次回はピン(中子)の位置を一定にして鋳造しないと!
そしてこれ!

鋳物業界で言う湯廻り不良!これはモールド(金型)の温度が低いか、鉛の温度が低い
又は溶けた湯のモールド(金型)に入るスピードが遅いのが原因!

これも鋳物業界で言う中引け!これは逆に固まるスピードが遅い。考えられるのは
ピン(中子)に直接溶けた鉛の湯が当たる為その部分の温度が上がり凝固出来ない。

もう一つこの部分の量が少ないので、ここが先に固まっている。(押し湯と言います。)
見えるかどうか分かりませんが弾頭の先端湯の入る所がザクザクになっています。
これは2つ現象が考えられて、1つは弾頭先端部全部がザクザクになってる。
もう一つはここの湯の入る所だけがザクザクになっている。
(参考に錫も鋳造してみたのですが錫の方が顕著に出ている事を考えると先端部
全部がザクザクなのかな~?)
とバランスがバラバラなモールド(金型)なのです。
一番の理想は
モールド(金型)の温度が高い→溶解している鉛の温度が高い→ピン(中子)に
直接湯が当たらない(温度が上がらない)→一気に湯が入る→弾頭部が固まる
→湯の入る所が後で固まる!
この、バランスの良い所を探さないと、このモールド(金型)では無理!
20番スラグのブログを探すとリロードやっています!とは見つけるのですが
安定してレットバード並みになりました!とは出てこないのは火薬量以前の
問題もありそうな??(サボットスラグは結構出てきますが)
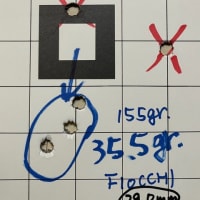
試射しましたが予想通り纏まらないです。あまり酷いと鍛造でも考えた方が
良いのではないかしら?
な~や~む~!!!!
今日はこれまで!次回は対策があればUPします。
でわでわ!









※コメント投稿者のブログIDはブログ作成者のみに通知されます