








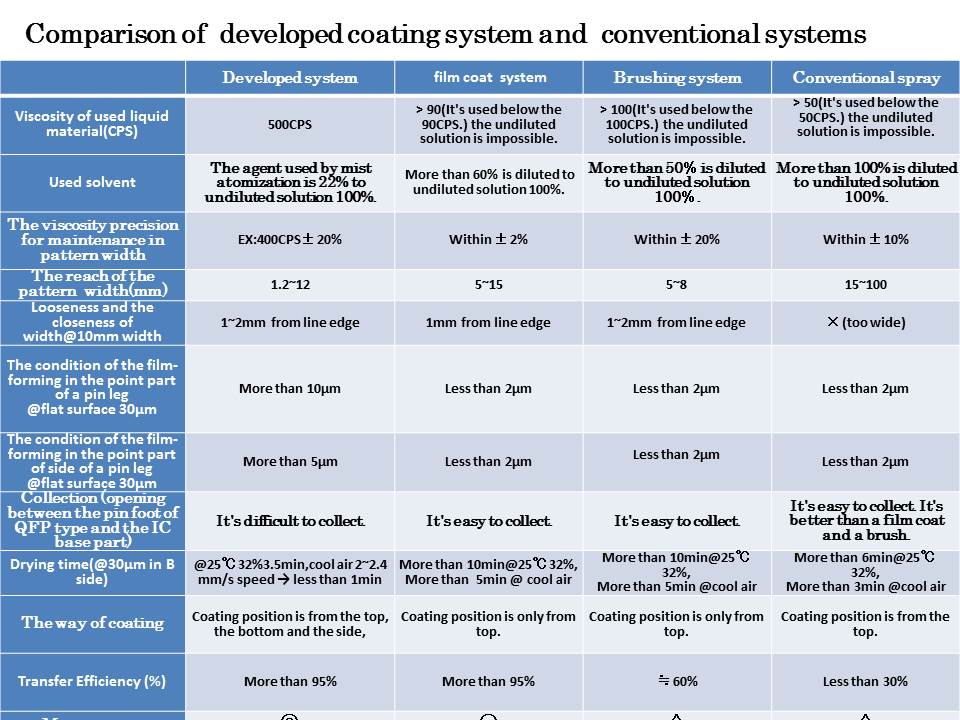
被塗物としてプリント基板の半田面側(裏面,B面)で,乾燥膜厚30μm を形成した場合において,本開発塗布方法と従来の代表的な塗布方法との比較結果を示すものである。
表において、乾燥時間における乾燥は、指触乾燥(溶剤が残ってなく,手で触って,組付け作業しても支障ない乾燥)状態である。また塗布先端部の方向性とは,塗布ガンノズル先端部の吐出方向性を意味する,基板防湿塗布においては,通常は通常塗布ガンのノズルは,水平に設置した基板面にその上から下方向にする。下からとは,基板の下方向からノズルを上向きにして塗布すること。横からとは,基板を垂直に立てて,それに対し塗布ノズルが横から基板に吹き付ける塗布である。
塗着効率は,塗布液の基板への付着量/塗布液使用量である。さらに管理メンテ性の定義は,塗布性能を維持するための塗布バルブ及び付属機器の日常点検清掃作業時間と難易度を下記の基準で決めた。
連続自動塗布可能であり,塗布材料の特別な粘度管理要しなく安定塗布可能を◎とし、連続自動塗布可能であるが,塗布材料の粘度管理をしないとNG製品が出るおそれある場合。自動粘度調整器が必要。自動塗布終了後に,各自動機器のメンテナンス,点検作業が必須を○。 連続自動塗布中で,一時停止して塗布バルブの一部又はある箇所を清掃,調整する手作業時間が必要。さらに自動塗布終了後に,各自動機器のメンテナンス,点検作業が必須を△とした。
以上をまとめると,本開発塗布方式によると乾燥時間は200%以上の短縮が可能となり,溶剤使用料は60%以上削減でき,さらに鋭角凸部膜厚は200%以上改善した。
特許申請中
Coating Sample→
https://www.linkedin.com/feed/update/urn:li:activity:6250885532990218241






