








3DプリンターをRepRapで自作してみてわかったことのまとめ。
なんとかPRN3Dの組み立てを完成してから
使いながらパーツ造形、調整、改良の日々。
初めはうわさ通りY軸が弱くバックラッシュで振動しまくりだったが、
後日チェックポイントを調整して少し改善した。
※初めてのテストプリント
造形物の形状にもよるが、バックラッシュの影響が
少ないものだと10万円前後の機種と同等くらいの
まずまずの造形ができると思う。悪くはない。
いかにY軸を強くしバックラッシュを抑えるかが課題。
そのため、たぬきちさんのY軸強化のための大きめのパーツを
プリントしようとしたが、格子状に内部を埋める部分(40%)の
細かな動きのときにYテーブルの振動でプリント上面が
ほんの少し凹凸になってきてヘッドがすれて当たるようになり
途中で断念。
再度やってみたがやっぱりだめ。
これじゃあ、いつまでも改良できないな。
そこで
まずは強化パーツなしで出来る範囲で調整を試みたところ
ちょっと改善したポイント!
1.Y軸のモータのプーリーとGT2ベルトのかみ合わせ調整
ベルトが移動する時にプーリーにゆがみなくまっすぐかみ合うように。
GT2ベルトの張りもチェック。
(注意!張りすぎたら付属のy-endがたわんできた)
モータ軸とプーリーの締め付けをきつく。
2.Y軸のパーツ関連の取り付けボルトの締め直し
組み立て当初、かなり締めたつもりでもほんの少しゆるんでいる。
(PLAパーツの締め付けによる時間経過の密度の伸縮か
やはりプリントパーツは強固に再プリントしたほうがよさそう)
3.Yテーブルを固定しているボルトのスプリングの遊びを固定
たぬきちさんのストローを使った方法を参考に試したところ
顕著に振動が軽減。スプリングの遊びが揺れを増幅していたのか。
また、追加で0.5mm厚のゴムシートを四角ナット型に切ってワッシャで
ベットの上下から挟むようにしてみた。
※ネジ穴を拡張すればポリアセタールのブッシュをはめても効果があると思う。
遊びの横ずれ防止。
4.X軸のGT2ベルトの張りをチェック
ゆるいとバックラッシュしまくり横揺れも拡大。
張りがしにくいようなので、満足いかない場合は
たぬきちさんも言っているようにGT2ベルトを
メーカー製に交換したほうがよさそう。
モータ軸とプーリーの締め付けをきつく。
この4点の調整でかなりYテーブルの振動が軽減され、
造形品質も向上した。(正常に近づいた)
ようやくパーツプリントが出来そうだ。
たぬきちさんの改良パーツプリント出来た!
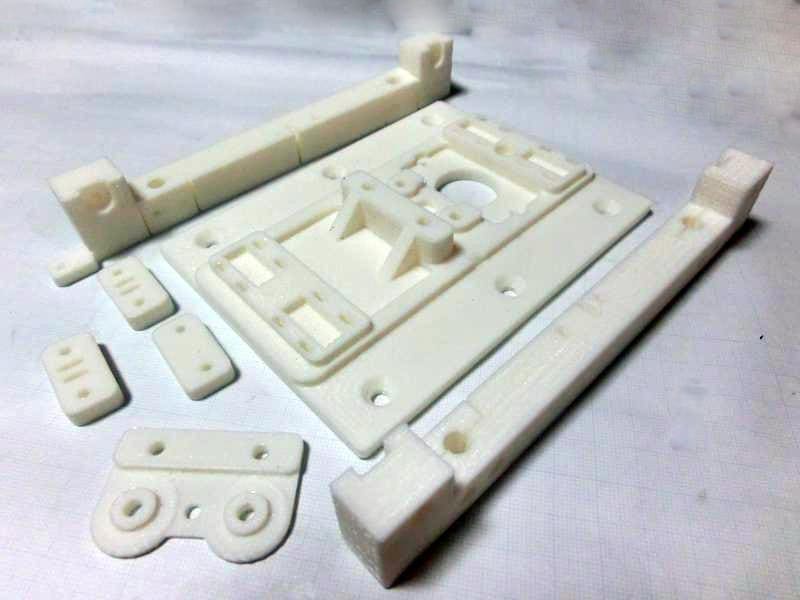

大きなものだと角が波なみになっているのが目立つ。
さてこのパーツでどこまで改善されるか?
まず分解。さんのX軸強化パーツもプリントしてみた!
簡単にプチ強化できるのでいい。


まだ改良前だが
遠めだときれいに見えるが、よく見ると波うってる。
スピードは 80mm/s 。
半分に落とせば軽減できると
思うが時間が倍かかるしなあ。
波うちがなくなれば十分使える!
カスタムし放題だし。またこれが楽しい。
Y軸の改良はまだですが
やはりモーターが回転するときにどうしても
振動がもろ伝わってしまうようなので
いろいろ振動を抑える方法を思考中!
はじめから振動を抑えるためにと
8本ゴムたこ足!にしてあるのですが
そこに昔スピーカー用に使っていた
衝撃吸収素材ゲルがあったのでそれを敷いてみた。

衝撃吸収素材ゲルを使ってから造形が安定した。
ゆれるのは変わらないが、ゆれをうまく吸収しているようで
ヘッドへの干渉が和らげられているみたい。
あと、樹脂では密度が薄く軽いのでどうしても
モーターと共振してしまうのだろうと思うので
2mm厚のアルミ板を加工して金属補強することも思考中!

今は使わなくなったものがいろいろ出てきて改良に使えそう。

○空冷化
昔使っていたディスクトップPCのCPUファン。
可変抵抗器もあったので風力調整も付けよう。

このthingiverseにある形が気に入ったので45mmファンで使えるように改良。
○LED照明化
100円ショップで買ったLEDランプのLDE部分。
可変抵抗器もあったので光量調整も付けよう。
○12VACアダプター
もう使わなくなった何かのAC電源。
CPUファンとLED照明の電源に。
ON/OFFスイッチも付けよう。
○監視カメラ化
使わなくなったUSBカメラ。
いつも造形中に覗き込んで見ているので
パソコンやスマートフォンで遠隔でも
観察、監視できるように。
何かに付いていたスイッチ。
Z軸の移動確認や潤滑メンテナンスの時
オーバーランして壊しそうなるので
上部にもリミットスイッチをつけよう。
※下部のリミットスイッチと連動しないので無理そう。
Z軸リミットアジャスター(公式2014/8/09)

http://www.micro-factory.net/3dprinter/assemble.html#zadj

Z軸の原点調整がダイヤルで簡単に微調整ができるようになった。
すばらしい!ベットへのフィラメントの定着が向上。
※X軸リミットスイッチが近いと干渉して
コネクタ部が破損する恐れがあるので注意!

ちょっと小ぶりだが、FIFAワールドカップトロフィーの
頭の部分だけプリントしてみた。
冷却ファンあり。PLA、210℃、40mm/s、ピッチ0.2mm、0%空洞、サポートなし。
使用しているPLAフィラメント【Amazon】白&ピンク
一発OK!かなり綺麗にできた!冷却ファンの効果絶大。
ダヴィンチ1.0よりかなりいいね!
MakerBot Replicatorに近づいたかな。
東京メイカー P1GrandPrix 第12戦 ー頑張れ日本W杯コースー
この出来であれば満足!


 チェックポイント
チェックポイント Repetier-Host Ver1.0 からCuraのスライサーが標準対応になった。
いままでは推奨のPronterfaceとCuraの両方を使い分けていたが
Repetier-Hostだけですべての操作や設定が使いやすくなっている。
さらにSlic3rも設定して切り替えて使える。
以前から機械的性能だけではなくスライサーによっても造形の差が
あるのは感じていたので、Slic3rも使ってみたいと思っていた。
この機会にSlic3rでもできるように設定して造形してみたところ
Curaのスライサー設定よりも綺麗に造形できることがわかった。



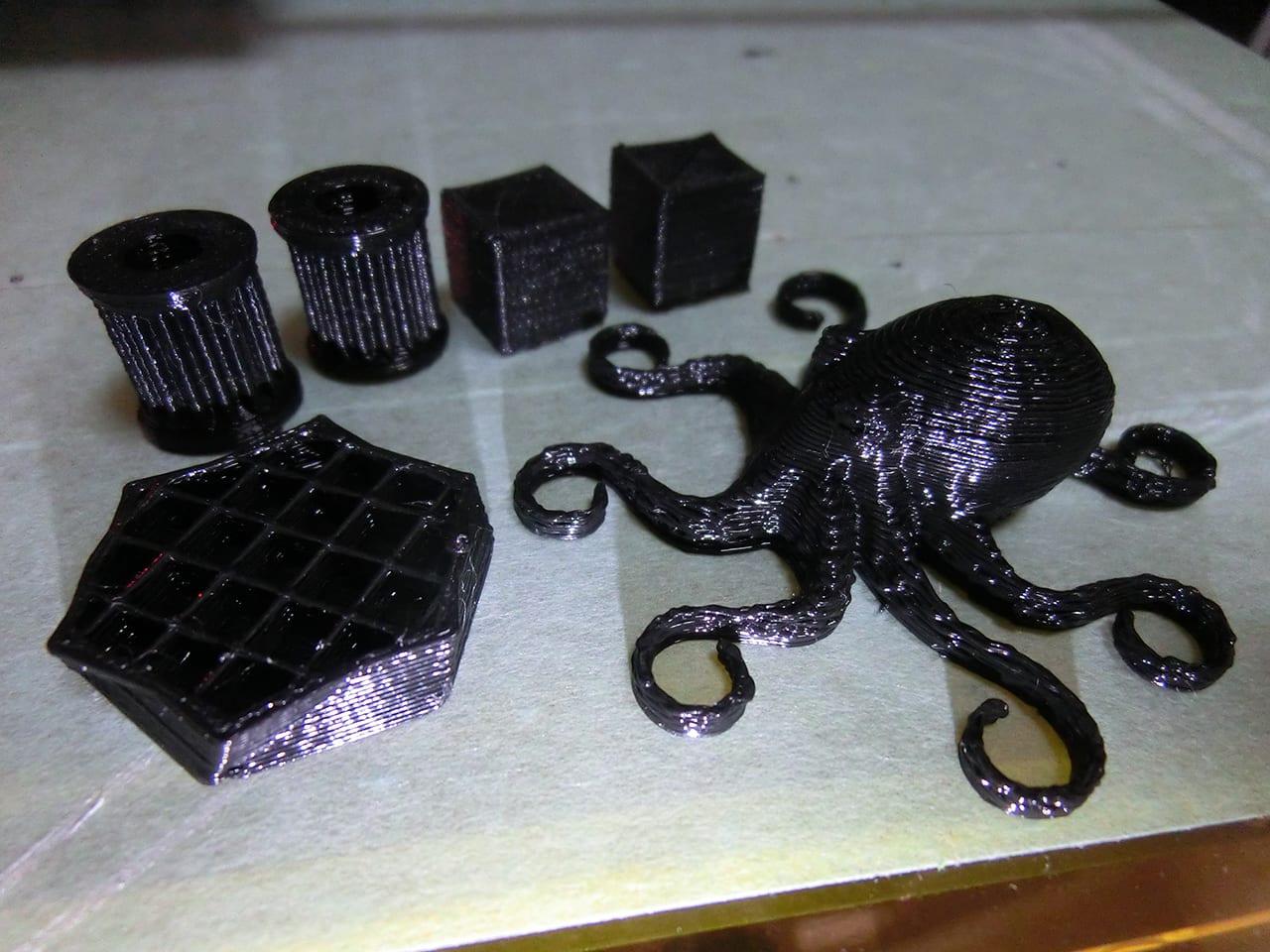
※Repetier-Hostでの造形比較の写真(白がSlic3r、ピンクがCura)
Curaのほうはエッジや積層面が甘くちょっとぶれる傾向があるが
Slic3rのほうはきっちり締まっていい感じに仕上がっている。
この違いがでるのは、実際に各G-codeによる積層の動きを
見ていたら理由がわかった。
Curaのほうは、外周よりも1ライン内側を描いてから
減速せずに外周部分を描いていくので、スピードは速いが
どうしても仕上げが雑でちょっとぶれやすい。
バックラッシュや剛性不足がもろ影響するようだ。
Slic3rのほうは、外周よりも2ライン内側を描いてから
外周に向かって埋めていき、最後の外周部分だけ減速して
丁寧に仕上げていくような動きになっている。
この1ライン多く内側から描くことと外周は減速する動きの差が
造形に大きく影響している。
※CuraもVer14.03から設定項目があり設定すれば同じように
できるようだ。
またSlic3rは、Fill Density(内部密度)のパターンが
いくつかあって、デフォルトでは蜂の巣状なのだが
これがヘッドのブレが少ない安定した動きにもつながっているようだ。
Curaは格子状なので動きが慌しい。
Slic3rの設定で造形したほうが、大きめなものでもエッジや積層面が
綺麗になるようになった。スライサーの設定でこんなに違うのか。

※冷却ファンあり。PLA、200℃、ピッチ0.3mm。

※冷却ファンあり。PLA、200℃、ピッチ0.2mm、サポートなし。

※左からピッチ0.2mm、0.1mm、0.05mm
定評のSkeinforgeも使えるので同条件で比較してみたいけど
設定が難解ですね。
Repetier-Hostは玄人向きでG-code編集もできるので今後重宝しそうだ。
 ブログ内参考記事
ブログ内参考記事3Dプリンターの造形精度を左右するGコード(G-code)をチェックしてみよう!【モデルプリントの壁】
http://blog.goo.ne.jp/t2com1230/e/74073fc7b9df5f1ef83a6ec0456b2be3
結局、3Dプリンターの値段、性能の違いって
1.筐体やパーツの質と剛性
2.Z軸0セット調整精度
3.冷却効果
4.ヘッド(エクストルーダー)性能
5.ベットの吸着性
6.スライサー
あとは基本的に同じじゃない。
弱点を改良すればPRN3Dでもいける!
改良して自分仕様になっていくのが
楽しくておもしろい!
PRN3D以外の機種モデルの組み立て公開サイトも
たくさんあるので構造や改良の参考になる。
PRN3Dは組み立てから3日あれば、
スライサーのパラメータも公開されているので
即造形できるのがいいね。
○RepRap組み立て自作情報サイト
機種モデルは違うが組み立て苦労や改良、調整ポイントがとても参考になる
勝手に修理・気ままに工作
http://projexam.com/blog/hotall/DIY.php?catid=17&blogid=3
RepRapPro Huxleyの組み立て改良。
なんでも作っちゃう、かも。
3Dプリンタ
http://arms22.blog91.fc2.com/blog-category-40.html
subgrid.jp blog
Printing
http://subgrid.jp/blog/?cat=28
ちょっと気になったいろいろ
3D-Printing
http://blogs.yahoo.co.jp/bravo360/folder/1215236.html
株式会社アイツーアイ技研
3Dプリンタ
http://i2i-tech.com/3d-printer.html
ほいほい堂blog
3D Printer
http://www.hoihoido.com/blog/wp/?cat=3
魔法の大鍋
RepRap
http://blog.eldhrimnir.com/wordpress/?cat=20
ichibey日々の記録
きかい
http://ichibey.exblog.jp/i6/
遊舎工房
Portabee 3Dプリンタキットが来た
http://yushakobo.jp/pluis9/2013/03/portabee/
kosakalab
RepRap Mendel Prusa の製作メモ
http://make.kosakalab.com/make/3d-printer/reprap-mendel-prusa/
Genie's Blog
RepRap
http://etherpod.org/blog/?cat=9
fabcross
3Dプリンタは作れる! 自作3Dプリンタを組み立てよう
https://fabcross.jp/category/make/20140604_reprap_01.html
みら太な日々
3Dプリンタ
http://mirata.blogspot.jp/search/label/
時々3Dプリンター等の工作遊びブログ
3D PRINTER REPRAP MENDEL Evolution
http://cupcakecnc-asobi.blogspot.jp/2013/09/3d-printer-reprap-mendel-evolution.html
RepRap DIY 3DPrinter 備忘録
3dプリンター
http://make.oops.jp/reprap/?tag=3
よたよた日記
diary
http://www.beax.net/diary/
m2hideの日記
3Dプリンター
http://m2hide.hatenablog.com/
前略。: 3Dプリンタ。
3D PRINTER REPRAP MENDEL Evolution
http://born2b.seesaa.net/category/21266508-1.html
かなり改造してある。
ブログ内関連記事3Dプリンターの真髄を知るためにRepRapで自作をはじめてみよう! 【PRN3D】
http://blog.goo.ne.jp/t2com1230/e/30791f4663c6e4bcfa9be00ec4981050
3DプリンターをRepRapで自作する前にチェックするポイントは? 【PRN3D】
http://blog.goo.ne.jp/t2com1230/e/e291bf1b2c44e638e0c2cda421abf1d6
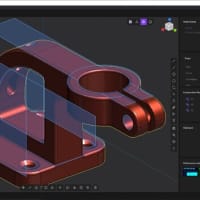
※Fusion 360の購入はこちらから。





初期不良??ではないんですね
バックラッシュが頻繁だと3Dプリンター致命的ですねぇ
ベルトの締め具あたりを自作でチューンナップして
剛性強化! ですかね~
コメントありがとうございます。
ベッドの振動が半端ないのは確かですね。
造形物が小さいものやスピードを落とせば
比較的影響を少なくできますが
造形物が大きく、細かい動作をするものや
スピードを早くすると厳しいですね。
ガタガタ揺れはじめます。
最低でもGT2ベルトの張りと遊びがないようにしないと。
XY軸の剛性もあまり強くないみたいです。
事前の情報で改良しないと使えないことは
わかっていたので不満はないのですが。。。
標準仕様で使うには限界がありますね。