








最近、鋳造品メーカーの若手と話をしていて相手がゲート・ランナーの設計根拠について理解ができていないと感ずることが何回かあった。(私の最近はここ一年という意味です)そこで古い計算尺を持ち出して、またお節介を焼こうという趣向です。
まずこの画像、40年以上前に手に入れたものです。DOWというシールが貼ってあるのでDOWが配っていたのかもしれない。作ったのは、THE Society of DieCasting Engineers, Inc. 今は存在しないようだ。NADCAの下部組織だったのかも?
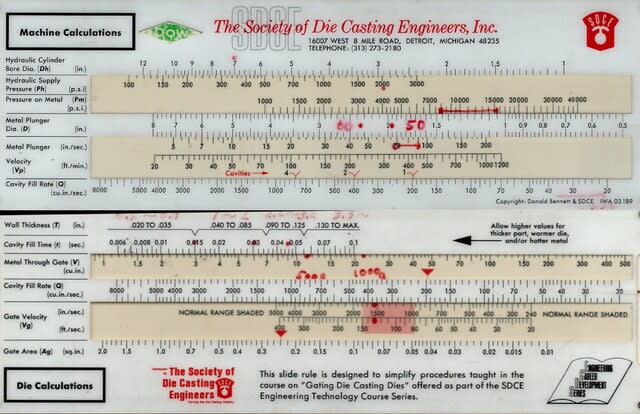
表示はすべてフィート・ポンドのためmmとg表示が赤くメモしてある。
表側は鋳造機に関係する計算尺で、油圧シリンダー直径と油圧力からメタル圧を算出する。次にメタルプランジャー径とプランジャー速度から単位時間当たり移動する溶湯量(Cavity Fill Rate)が算出される。
次に裏面は、鋳造品の肉厚及びその最適な充填時間が示される。例えば0.04~0.085インチ(1~2mmに相当)の場合は充填時間0.015~0.035秒。この条件で目的の鋳造品の体積を与えると最適なQ値が示される。次に最適なゲート速度を指定すると必要な金型のゲート断面積が求められる。
これは当時私がモノグラフにして使っていたもの。(´;ω;`)
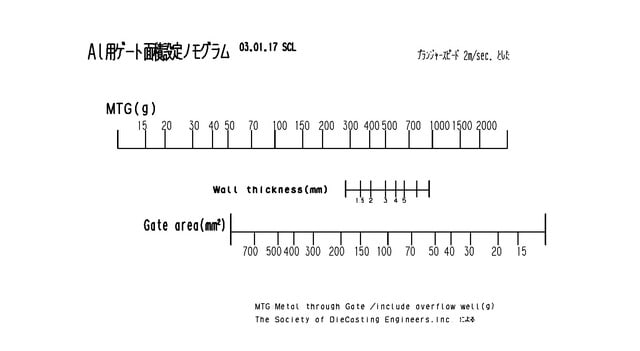
これは、重さと肉厚を結んだ延長にゲート面積が示される。
余裕のある方は使ってください。







※コメント投稿者のブログIDはブログ作成者のみに通知されます