









以前、少しだけ書いて結論が出せなかったことなのですが、射出における低速行程の速度設定に問題があると思っています。低速側の設定を0.2~03m/sec.の定速にしているところが多いと思うのですが、これがなぜかということを誰も検討していないようなので、改めて書いておきます。
まずなぜこのようになったか。これはゲートまでは乱流にしないで層流で巻き込みを起こさず溶湯を製品部分まで供給しようとしているからと思われ、これは納得できる部分です。ところがその速度設定なのですが、古い時代の油圧シリンダは一定速で制御することしかできなかったので、実際はサーボが掛かっているのでチップ速度を測ると洗濯板(あーこれは誰も知らないか?)・サイン波のような速度変化を起こしながらプランジャーは低速行程を動きます。実際にはゼロから動きだすので加速度は初めだけでその後は一定速になります。この説明で、次は有名な解析ソフトADSTEFANが公開しているスリーブ内の溶湯の挙動を見てください。
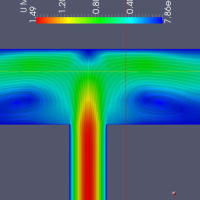
この動画のように、加速が終わると反作用で溶湯は上側からガスを巻き込むような形になります。私はこれを防ぐためには溶湯に常に加速度を与える必要があると考えていて、低速First-Paseの速度設計を加速形にする、つまり0から0.5~06m/sec程度まで速度をスムースに変化させる必要があると考えます。溶湯に加速度(圧力)を加えると溶湯はチップ側に張り付くはずでして。マシン側は低速域を細かく分割して少しずつ速度を大きく設定する。または最新機では一定の加速度を指定することが可能かもしれない。最新機の情報ないので、情報お持ちの方、教えてください。
この検証をしてみたいのですが、実機もシミュレーションソフトも持っていないので確認が取れない状況です。進展があったらまた追記します。
追記:検証を(株)HIBARI に依頼中ですが、良い結果が出そうです。
追記2:検証動画をアップロードしようとしたが、このブログでは動画は乗らないことが判明、動画は加速度を3m/Secxx2として作ってもらったが、チップが動き出してすぐの上からの波がかぶるのは無くなったように見える。
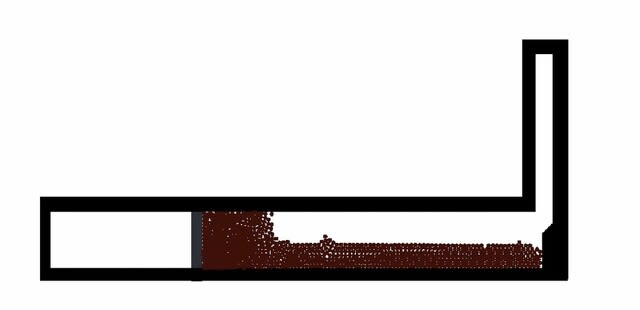
動画の一コマを載せました。
今回のDC展はギガキャストに関する展示が多かったが、LKのランナー付きフレームとWielandの9000ton用Φ250チップを見ることができて満足しました。
それから私(短期雇用)のブースで説明を聞いていただいた方から、こちらが新しい情報をいただきました。また説明時、溶湯の先端には品質の悪い金属が流れていますという説明をしながら画像をスマフォからすぐ取り出せず失礼しました。これです。

この材料はマグネシウムです。







※コメント投稿者のブログIDはブログ作成者のみに通知されます