








3Dプリンタ、購入時には小さなPLAのフィラメントが付いていたが、いくつか実験で印刷したらあっという間になくなって、その次には半透明なPETGに移行。最初は比較的綺麗に印刷できたが、その後は印刷するたびに乱れて行って、最後はさじを投げて終了(後から湿気が原因らしいことがわかったが)。
その後は、ABSに移行、エンクロージャーの作成もあって案外綺麗に印刷できるということでずっと利用していた。
弱点は、サポート材に乗った部分はやはり反ること、積層が弱く感じること(PETGも弱いと感じていたが)。
さて、KENさん(雨男時々嵐を呼ぶ男のBLOG )からの助言を頂き、再びPETGを使う気になり、折角なのでeSunの黒のPETGを購入して早速実験を開始。
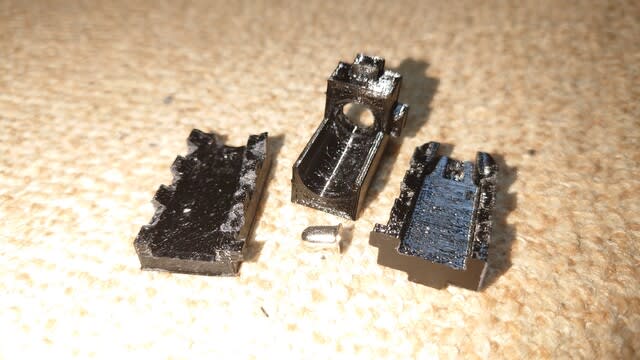
p2の最小の部品であるIOのパネルを印刷してみた。
もう全部KENさんのパラメータでやろう~、とHPを書き写して印刷^^;。

ありゃ・・・ 40度に冷えたところで剥がしてみたけど、まず真ん中のパーツがポキリ。っていうか、そもそも酷くガサガサの出来。細いところは形になっていない。また、右側のパーツは積層が脆そうだなぁと、軽く曲げたらまたポキリ。
あぁぁ・・・考えて見たら、プリンタが違えばファンの向き、風量も違うだろうし、ヘッドの温度だって違うだろうし、エクストルーダーの強さも違うだろうし・・・
上手に出来ている方の設定そのままでいけるって思うのは甘いよねぇ・・・
ちなみに、そのまま放置して次の日に触ってみると、グンと固くなっていて驚きました。ABSのときは感じたことなかったけど、PETGはある程度冷えてからも硬くなるんだな(次の日にはどうやっても折れませんでした)。
さて、気を取り直してまずは、奨励の設定を使ってやってみるべきということで、Creativly Slicerのフィラメントの設定からeSun PETG Blackを選び、最近ずっと使ってる0.16、インフル100%で印刷。
お。ぐんと良くなった感じ。よーし、KENさんのブログを参考に、結構糸を引いていたので245度=>230度へ、アイロンを有効に、ビルドプレートは80度に、あとは斜めの部分が汚いのでファンの速度を90%まで上げてみよう(積層もきれいになるかも?)。

おお。糸引きがなくなって、斜めの部分と積層がグンと綺麗になった。これなら使えるぞ。

サポートに乗った部分(丸い部分の奥側)の比較。左から右へと順にパラーメータを変更したもの。どれもそれほど綺麗ではないが、右が一番まとも。
印刷結果ではっきり違うなと思うのは、ABSよりPETGのほうが硬く、かつ、積層が強い(綺麗さはABSのほうが上に思う)。あと、反りはやはり少ないですね。これらはとてもありがたい。
さらに「マグネット式ばね鋼」ベッド、ABSのときは几帳面に調整しないと途中で剥がれることがあったが、PETGはいまのところ100%しっかりくっ付いて印刷でき、剥がす時はさっと剥がれる。これも嬉しい。
フィラメント、おろしたてなので湿気を吸ってないようで、ダマも今のところできていない。よーし、この勢いで p2、印刷を始めよう。
KENさん、ありがとうございました。


