








重箱 クランプ接着 ↓

直角が出ているかどうか、90度の定規を当てながらの作業。
再び水引 ↓

クランプで圧力を加えた為、念のための水引。
最近は乾燥した日が続くので、乾きが早くて助かります。
側板の加工 ↓

見る人が見ればクレイジーな加工方法。
材が薄くて小さいので、逆方向からの加工ができますが、大きい材では間違いなく怪我をします。
ノコ刃を大きく出しているのは加工範囲の高さを稼ぐため。更に危ないですが・・・。
側板溝加工 ↓

これも安全面と加工制度においておすすめできない方法。
機械で出来る作業は早いのでしますが、あまり欲張ると良いことがありません。
ルーターによる溝掘り加工 ↓

幅5mm、深さ2mmの加工。
溝掘りは綺麗に正確に加工したいので、2mmの深さを3回の高さに分けてしました。
ビットは新しいものなのでとても綺麗に仕上がり満足で気分が良い。
最後は手作業 ↓

手作業は時間がかかり、加工精度も均一にするのが難しいので出来るだけ機械を多用してしまうのですが、
やってみると意外と手作業の方が早くて綺麗に仕上ることもあったりする。
ここでも一分鑿は大活躍。
背板の穴あけ ↓
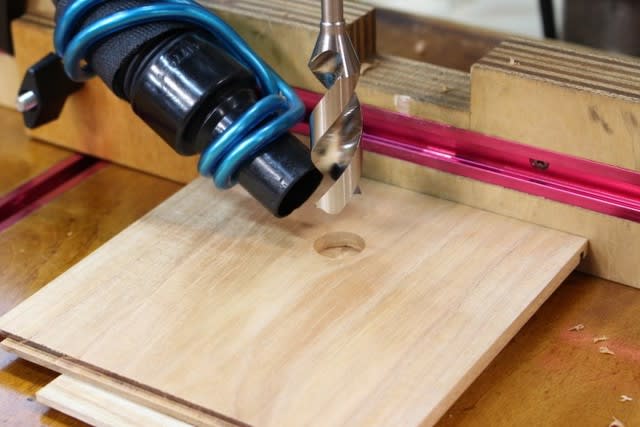
☆Мの竹用ドリルは綺麗に加工できるのでおススメ!
弁当箱仮組と取っ手仮取付 ↓

形になってきました。
漆塗りは本組みの後に。
直角が出ているかどうか、90度の定規を当てながらの作業。
再び水引 ↓
クランプで圧力を加えた為、念のための水引。
最近は乾燥した日が続くので、乾きが早くて助かります。
側板の加工 ↓
見る人が見ればクレイジーな加工方法。
材が薄くて小さいので、逆方向からの加工ができますが、大きい材では間違いなく怪我をします。
ノコ刃を大きく出しているのは加工範囲の高さを稼ぐため。更に危ないですが・・・。
側板溝加工 ↓
これも安全面と加工制度においておすすめできない方法。
機械で出来る作業は早いのでしますが、あまり欲張ると良いことがありません。
ルーターによる溝掘り加工 ↓
幅5mm、深さ2mmの加工。
溝掘りは綺麗に正確に加工したいので、2mmの深さを3回の高さに分けてしました。
ビットは新しいものなのでとても綺麗に仕上がり満足で気分が良い。
最後は手作業 ↓
手作業は時間がかかり、加工精度も均一にするのが難しいので出来るだけ機械を多用してしまうのですが、
やってみると意外と手作業の方が早くて綺麗に仕上ることもあったりする。
ここでも一分鑿は大活躍。
背板の穴あけ ↓
☆Мの竹用ドリルは綺麗に加工できるのでおススメ!
弁当箱仮組と取っ手仮取付 ↓
形になってきました。
漆塗りは本組みの後に。















※コメント投稿者のブログIDはブログ作成者のみに通知されます