名古屋駅西(2009/01/27)
これまでの計量管理は、計量機器の精度保証が中心的な業務であった。そのためにトレーサビリティなどは30年にわたり整備されてきている。これは偉大なことである。
もし、計量機器の精度が悪ければ品質が悪くて安全も安心も確保できない。計量機器の精度の保証は大変貴重である。
話題になる計量機器の精度保証はかなり進んできているので、この分野の精度を保守を高めても現在の不況を克服の改善は多くを望めそうにない。
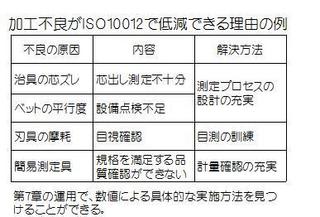
大きな改善は、ISO10012の測定プロセスの設計の部分が未開発であり、10012の参考にも測定プロセスの設計の事例が掲載されてない。
要求事項も考え方程度の抽象的なことである。抽象的ではあるがこの部分は生産性を高める大きな分野であるから、具体化する必要を感じている。
今年の委員会の報告書には、具体的な事例はでそうにないが準備を進めているので来年度はでるであろう。
測定プロセスの設計に手順を具体的に説明できるところまでいっていないが、工程内不良の原因を究明していくと、測定プロセスの設計方法が見えたものもある。
このブログへの書き込みがワードのように使い勝手がよいと、もっとかけるけど書き込み方を工夫したい。
計量管理ビジネス:工程内
不良低減計量士
老人のぬいぐるみ
これまでの計量管理は、計量機器の精度保証が中心的な業務であった。そのためにトレーサビリティなどは30年にわたり整備されてきている。これは偉大なことである。
もし、計量機器の精度が悪ければ品質が悪くて安全も安心も確保できない。計量機器の精度の保証は大変貴重である。
話題になる計量機器の精度保証はかなり進んできているので、この分野の精度を保守を高めても現在の不況を克服の改善は多くを望めそうにない。
大きな改善は、ISO10012の測定プロセスの設計の部分が未開発であり、10012の参考にも測定プロセスの設計の事例が掲載されてない。
要求事項も考え方程度の抽象的なことである。抽象的ではあるがこの部分は生産性を高める大きな分野であるから、具体化する必要を感じている。
今年の委員会の報告書には、具体的な事例はでそうにないが準備を進めているので来年度はでるであろう。
測定プロセスの設計に手順を具体的に説明できるところまでいっていないが、工程内不良の原因を究明していくと、測定プロセスの設計方法が見えたものもある。
このブログへの書き込みがワードのように使い勝手がよいと、もっとかけるけど書き込み方を工夫したい。
計量管理ビジネス:工程内
不良低減計量士
老人のぬいぐるみ