








テキストに従って、リスクを考慮した品質規格と測定精度の精度比を求めてみる。
試し計算の対象:
1.製品規格:T=80±0.12(単位mm)
* 製品の重要性:一般部品
2.不確かさの計算(電卓(暗算可能)で求める)
(1)現場で試用している測定器の標準偏差:0.006
(2)点検マスターの校正成績書の不確かさ:0.004
(3)合成不確かさ:0.0072
(4)拡張不確かさ:0.014
(5)不確かさの要因で検討したこと
a)一般部品であるから不確かさの計算簡単に行う
b)現場の測定環境:温度20±10℃、これは、製品、測定器、測定器の点マスターは、同じであるので不確かさとして取り上げなかった。
c)作業者、監督者の測定教育を行い、測定作業が適正にできるようにして、他の不確かさの要因は取り上げなかった。
3.測定の不確かさを考慮した社内検査規格
(1)0.12-0.028=0.092
4.製品規格対測定精度比(精度比)
0.092/0.014=6.5
5.リスク2%以下を考慮した
4対1がよいと、本書にはある
従って、6.5対1であるからリスクは2%以下といえる。
6.使用条件
この測定は、製品及び測定器の汚れ、キズ、損傷が発生すると上記の計算は保証できない。
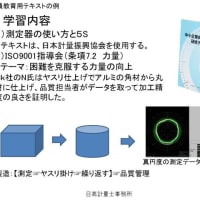
7.指導事項
測定者、管理者には測定の5S(整理、整頓、清掃、清潔、しつけ)の教育、訓練が必要である。
さて、これで計測技術入門の利用法は適当であろうか。
計量管理ビジネス:計測技術計量士
老人のぬいぐるみ
試し計算の対象:
1.製品規格:T=80±0.12(単位mm)
* 製品の重要性:一般部品
2.不確かさの計算(電卓(暗算可能)で求める)
(1)現場で試用している測定器の標準偏差:0.006
(2)点検マスターの校正成績書の不確かさ:0.004
(3)合成不確かさ:0.0072
(4)拡張不確かさ:0.014
(5)不確かさの要因で検討したこと
a)一般部品であるから不確かさの計算簡単に行う
b)現場の測定環境:温度20±10℃、これは、製品、測定器、測定器の点マスターは、同じであるので不確かさとして取り上げなかった。
c)作業者、監督者の測定教育を行い、測定作業が適正にできるようにして、他の不確かさの要因は取り上げなかった。
3.測定の不確かさを考慮した社内検査規格
(1)0.12-0.028=0.092
4.製品規格対測定精度比(精度比)
0.092/0.014=6.5
5.リスク2%以下を考慮した
4対1がよいと、本書にはある
従って、6.5対1であるからリスクは2%以下といえる。
6.使用条件
この測定は、製品及び測定器の汚れ、キズ、損傷が発生すると上記の計算は保証できない。
7.指導事項
測定者、管理者には測定の5S(整理、整頓、清掃、清潔、しつけ)の教育、訓練が必要である。
さて、これで計測技術入門の利用法は適当であろうか。
計量管理ビジネス:計測技術計量士
老人のぬいぐるみ


このコメントを書くための、使い勝手がわからず読みにくい書式になっているかもしれません。
この度は、書籍のご購入ありがとうございました。
書籍内には、いくつかの誤記などありますが、第2版以降、出版されれば、徐々に改善されると思いますので、そこはご容赦ください。
>さて、これで計測技術入門の利用法は適当であろうか。
について、若干のコメントをさせていたくことをお許しください。
まず、製品規格0.12mmに対して測定の精度(不確かさ)を計算されているので、その計算結果から・・
0.014mm(k=2)を使うと
精度比は、0.12/0.014=8.6
書籍の160か161ページにあるグラフから
精度比8.6の記載は無いですが、6:1と10:1の中間に線を引いて考えていただければわかりやすいと思います。
この場合、2%のリスクのラインとガードバンドファクタは0.86辺りと交差することがわかると思います。
従って、0.12mmの86%、すなわち80±0.1032mmを合否判定とすることで、リスクが2%になることを表しています。
ただ、書籍には誤解を招くことを恐れ、道理と計算結果のみ書きましたが・・ベテランの専門家のようですので、以下は、私の想いも含めて遠慮なく書かせていただきます。
計算されているように、製品規格の許容差0.12mmから不確かさ分0.014mmを引いたところを、合否判定基準とするだけでリスクは”2%以下”となる計算が成り立ちます。
ちなみに、10:1の時は90%・・・約2%
4:1の時は75%・・・約1%
3:1の時は67%・・・約0.9%
2:1の時は50%・・・約0.8%
これでも十分使え、使用しやすいし、説明しやすい内容ですが、1:1の時では使えないことは容易に理解できると思います。
また精度比が高い場合は特に、10:1などでは合否判定基準(ガードバンド=0.9)が、仕様のギリギリまでの合否判定基準を設定できるというメリットはありますが、少し測定結果がズレる(仕様ギリギリに近づく)と、リスクも大きく変化するため、ガードバンドが0.9以上を使用することはお奨めしません。
4:1以上なら、10:1であっても75%を合否判定基準とすることが、品質を保つ上では必要なのかもしれません。
最後になりますが、計測は上記のようなリスクを考えることも必要ですが、
6使用条件(使用環境など)、7指導事項 で書かれている内容が本当に重要であると認識していおります。
それと同時に、技術伝承が本当に難しい分野であると日々、思っていることです。
5Sは、私の性格上、なかなか難しいのですが、今後の課題です。
長文、乱文お許しください。
以上、参考になれば、幸いです。
お礼を込めてのコメントでした。