スバル天文台見学 マウナケア山中腹(2800m) オニズカセンターにて溶岩でできている柵(堤)の温度を放射温度計にて測定(13.1℃)
測定プロセスの指針に次のことがある。
"測定を実施し、それを定義するために必要な機器"
測定の対象物が決まって、その測定方法および測定機器を同時にを選択して測定を実施する手順を決める内容である。
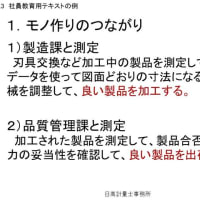
加工不良を低減するには、測定対象の特性について材質、材料の内部応力、加工後の変形、硬度、寸法、精度、用途、測定のしやすさ、測定による変化、材料の組織を検討する。
このほかにも、温度、湿度、振動、バランス、切削力の測定も必要な場合がある。
工程内不良の原因には材料はかなり大きな要因であることが多いが、低コストで測定できない項目も多い。
測定対象が決まれば、次にそれに適した測定器を検討して選定するステップへ進むが、一般的には過去の経験から測定器を選定することが多い。この過去の経験はおおむね正しい場合が多い。
ところが、今回の大不況で仕事量が減少しているので、従来の方法を見直す時間があるであろう。上記のISO10012を利用してこれまで気がつかなかったことを見つけることができるかも知れない。
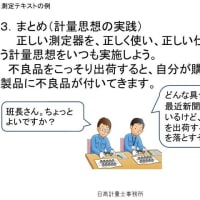
低コストで測定できれば、加工不良を低減できる。はかれない物は作れない。はかれるものは作ることができる。
ISO10012で上手い測定方法を工夫すれば、工程内不良が低減できる。
計量管理ビジネス:加工不良低減計量士
老人のぬいぐるみ
測定プロセスの指針に次のことがある。
"測定を実施し、それを定義するために必要な機器"
測定の対象物が決まって、その測定方法および測定機器を同時にを選択して測定を実施する手順を決める内容である。
加工不良を低減するには、測定対象の特性について材質、材料の内部応力、加工後の変形、硬度、寸法、精度、用途、測定のしやすさ、測定による変化、材料の組織を検討する。
このほかにも、温度、湿度、振動、バランス、切削力の測定も必要な場合がある。
工程内不良の原因には材料はかなり大きな要因であることが多いが、低コストで測定できない項目も多い。
測定対象が決まれば、次にそれに適した測定器を検討して選定するステップへ進むが、一般的には過去の経験から測定器を選定することが多い。この過去の経験はおおむね正しい場合が多い。
ところが、今回の大不況で仕事量が減少しているので、従来の方法を見直す時間があるであろう。上記のISO10012を利用してこれまで気がつかなかったことを見つけることができるかも知れない。
低コストで測定できれば、加工不良を低減できる。はかれない物は作れない。はかれるものは作ることができる。
ISO10012で上手い測定方法を工夫すれば、工程内不良が低減できる。
計量管理ビジネス:加工不良低減計量士
老人のぬいぐるみ