Today was good, good for coating, which
still continues, of course.
With my wife away, somewhere up in Tochigi,
I had to busy myself with things, and what
I achieved was not very much.
However, there was a new insight into containrs
fabrication, that is, trench making. Take a look at the
overall picture with the following illustration.
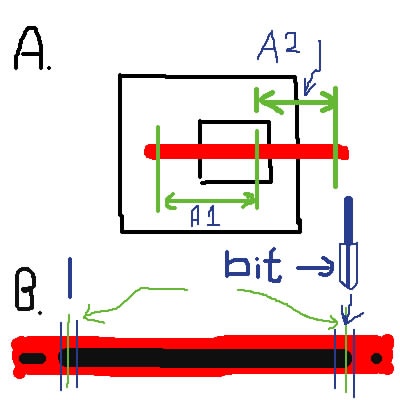
With A, the larger square is my cross-table, and
the smaller square is my vice, fixed on the cross-table.
The red bar is my workpiece, in which a trench is
to be made. Because this is a milling machine, my cross-
table can move about, in X-, and in Y-, directions.
However, the distances that can be covered are limited.
A1 is the maximum horizontal shift I can make. That is
to say that the trench making must be done in two parts.
A2 is the remaining second pass I can make.
Today's discovery is this. When you have reached the very
end of the first run, you must relax on your vice grip
so that your uncompleted workpiece can move sideways,
between the gripping elements. At this stage, however,
I have reached the end of the 1st pass, so moving the
workpiece and positioning the bit over the reference line
means automatically that you will not overshoot at the
2nd pass. If you overshoot, you will obliterrate the
space where the locking hole is to be made.
Take a look at the side profile of the bit. Not
exactly perfect, but there is a line feature, there,
which may be taken as the centre (or dividing) line of the
bit diameter.
Why am I making a fuss about all this? The primary
reason is the dusts during operation. The whole thing
is a messy business, with dusts flying away in profusion,
making it very difficult to view these reference lines...
These reference lines, for trench making are shown as the green
lines with B. What you then do is to allign the centre of
the bit to the green line and get going.
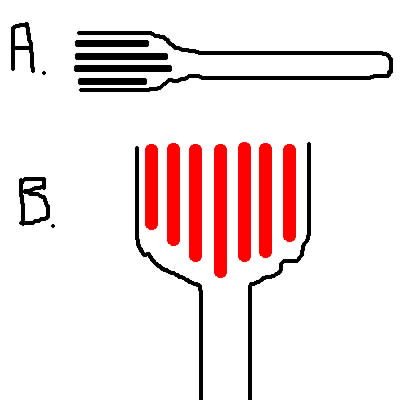
What follows is showing you my output for the day.

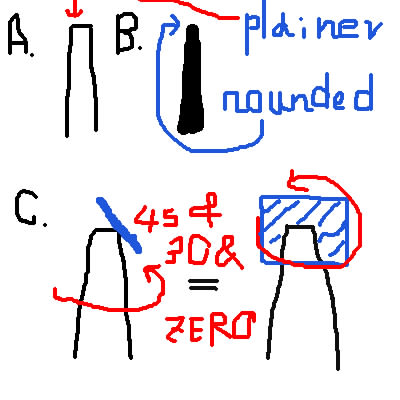
Three more containers, more or less, completed, except
rounding the edges. It is my triumph that I have identified
procedural elements in trench making...
I am also praising myself over the precision of
the trenches. Shifting your workpiece can easily
lead to discontinuities, where the shifting takes place.
In reality, there is no recognizable discontinuity.
If there were that could be obliterated easily with my
rugby ball sander!

still continues, of course.
With my wife away, somewhere up in Tochigi,
I had to busy myself with things, and what
I achieved was not very much.
However, there was a new insight into containrs
fabrication, that is, trench making. Take a look at the
overall picture with the following illustration.
With A, the larger square is my cross-table, and
the smaller square is my vice, fixed on the cross-table.
The red bar is my workpiece, in which a trench is
to be made. Because this is a milling machine, my cross-
table can move about, in X-, and in Y-, directions.
However, the distances that can be covered are limited.
A1 is the maximum horizontal shift I can make. That is
to say that the trench making must be done in two parts.
A2 is the remaining second pass I can make.
Today's discovery is this. When you have reached the very
end of the first run, you must relax on your vice grip
so that your uncompleted workpiece can move sideways,
between the gripping elements. At this stage, however,
I have reached the end of the 1st pass, so moving the
workpiece and positioning the bit over the reference line
means automatically that you will not overshoot at the
2nd pass. If you overshoot, you will obliterrate the
space where the locking hole is to be made.
Take a look at the side profile of the bit. Not
exactly perfect, but there is a line feature, there,
which may be taken as the centre (or dividing) line of the
bit diameter.
Why am I making a fuss about all this? The primary
reason is the dusts during operation. The whole thing
is a messy business, with dusts flying away in profusion,
making it very difficult to view these reference lines...
These reference lines, for trench making are shown as the green
lines with B. What you then do is to allign the centre of
the bit to the green line and get going.
What follows is showing you my output for the day.
Three more containers, more or less, completed, except
rounding the edges. It is my triumph that I have identified
procedural elements in trench making...
I am also praising myself over the precision of
the trenches. Shifting your workpiece can easily
lead to discontinuities, where the shifting takes place.
In reality, there is no recognizable discontinuity.
If there were that could be obliterated easily with my
rugby ball sander!