1.工場のビジネスモデル
(1)グローバル化の流れ
1990年代から日本の製造業は、「安い人件費」を求めて盛んに東南アジアや中国に進出した。ちょうどその頃、筆者はアメリカの多国籍企業の統合システム(Integrated Business System:日本流にいうとグローバル業務システム)の開発に参加していた。システムの目標は、「アメリカの本社で世界の状況をリアルタイムで把握する=経営視界の改善(Improvement of Management Visibility)」だった。
ふた昔前の話はさておき、今日では世界の製造業の背景は大きく変化した。日本では少子高齢化、他方では地球人口は70億人を突破すると共に途上国の経済情勢も一変した。日本の製造業も「安い人件費」から「戦略的な海外工場管理」の時代、今流にいえば、「グローバル化の流れ」に対応する時代に至った。
そこで、先ずグローバル化時代の工場のビジネスモデルを説明する。なお、システムは専用回線上の多言語一元化DB(Client/Server)である。
(2)専門語の説明
1)マテハン
マテリアルハンドリング(Material Handling)をマテハンと略称する。工場内で材料や品物を加工
したり移動したりすることをいう。品物の取り扱いを意味する。
2)見込み生産と受注生産(Production-to-Stock/Production-to-Order)
見込み生産=販売予測数を生産し、在庫した製品を販売する。量産品の生産形態である。
受注生産=顧客から受注した製品を生産する。注文生産といい、在庫は持たない。
製品の販売数量に応じて、見込み生産と受注生産を併用する工場が多い。
3)加工外注
材料や部品の加工を外部(外注先工場)に依頼し、加工賃またはサービス料を支払う。
典型的な例:メッキや塗装など。国によっては、サービス業への法規制があるので、要注意
(3)モデルの説明
下の図は、工場のビジネスモデルを示している。このモデルは、機械、電気、化学、食品、繊維、薬品、家具など、あらゆる業種の工場に当てはまる。また、生産形態として、見込み生産と受注生産に対応している。
図において、受注部門や倉庫部門、あるいは工場自体が国内外の各地に分散しているケースがある。事業所が分散しているケースでもこの図は成り立つ。同様に、図に示す顧客は国内外の個人、販売会社、工場、官公庁などを含み、仕入先は国内外の販売会社、商社、工場、加工外注先などである。
同時に、この図はコンピュータシステムの機能を示している。このコンピュータシステムは、分散型の事業所を集中的に管理する統合システムである。事業所は分散、システムは集中、これがこのモデルの考え方である。
特に、生産基礎情報は一元化データベースでなければならない。したがって、このデータベースには、日本語と英語(共通語)ならびに現地語が共存する。このため、システムは英語を標準語とする多言語システムになる。ただし、現地の官公庁に提出する財務諸表などは、その国の法規と現地語で作成する。
次に、図に示す番号にしたがって、それぞれの機能を簡単に説明する。
工場のビジネスモデル・・・「生産管理の理論と実践」の「試し読み」の1ページ参照

出典:筆者著“生産管理の理論と実践” COMM Bangkok、2010
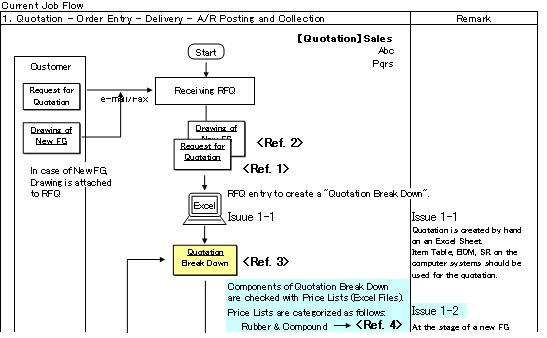
1)見積
新規顧客の場合は、基礎情報に登録をする。世界レベルの法人価格契約や販売制限をチェックす
る。顧客名称、住所、氏名(代表者や担当者名)、役職は日英現地語で登録する。
2)受注
注文書(文書)、Fax、電話、データ伝送、インターネットによる注文に対応する。
3)生産計画
グローバル生産計画で各工場の生産枠を設定、各工場は大枠に沿って3ヶ月計画を立案する。
グローバル生産計画は、各国の受注と内示と予測を反映し、工場間の生産負荷を平準化する。
4)購買
顧客と同様、新規仕入先は基礎情報に登録する。名称や住所や支払先(銀行名なども含む)は日英
現地語で登録する。
どこの国にどのような製品がいくらで調達できるかといった購買データベースを作成する。このデータ
ベースで国内外の代替仕入先を開拓し、緊急事態に強いグローバルサプライチェーンを構築する。
5)購入品在庫
海外から購入する特殊品(特殊な化成品や素材など)は十分な安全在庫を持つ。
6)加工工程
手作業から完全自動化工程まで、あらゆる種類の工程を含む。工程の種類にかかわらず、工場の
基本は整理整頓清潔である。この点では、進出先の従業員の躾けが重要な課題になる。
また、他工場を含む代替工程の準備は、政変、自然災害、突発事故に対応できる柔軟なサプライ
チェーンの構築に不可欠である。この点は、船団方式を好む日本企業の今後の課題である。
7)最終工程
加工工程と同じであるが、最終工程(または最終検査工程)を終えた品物を完成品または製品と呼
び、完成品倉庫に移動する。
8)完成品在庫
完成品または製品の在庫である。
9)出荷
完成品を顧客に出荷する。進出先の国内顧客への出荷と売上の計上については、国別の商習慣
や税法を考慮しなければならない。
製品や国にもよるが、代金引換(Payment on Delivery)の出荷もある。
10)その他
会計処理では、世界共通勘定科目にもとづき日本本社と進出先国の財務諸表を同時に作成する。
国際会計基準(International Accounting Standard)またはグローバルな社内会計基準が必要に
なる。
次回は、このビジネスモデルを機能の階層図に変換して、議論を進める。