リベットを使った板金部品の組立(固定方法)の紹介です。
神奈川県 横浜市 精密板金 丸井工業(株)公式ブログです。
「精密板金について」「精密板金加工とは」など、精密板金加工全般について丸井工業の事例などを含めて紹介致します。
精密板金加工の工程には出来上がった板金部品やその他購入品などを組立てる工程があります。組立る方法はいろいろありますが、今回はリベットを使った部品の組立を紹介します。リベットは溶接などの組立とは違いさほど専門的な技術を必要とせず比較的簡単な作業で取り付けが行えるのが特徴です。メッキや塗装など表面処理が必要な部品を処理前に溶接などで組立ててしまうと部品と部品の隙間にメッキ液が残ってしまったり処理が付かない部分が出来たりと後になって様々な問題を生じさせる原因の一つにもなります。この様な場合でもリベット組立なら部品ごとに処理を済ませ処理後の部品をリベット組立することが可能です。

▲ リベットによって固定された部品

▲ リベットを板金製品に差し込んだ状態(左側) 固定が完了すると針が無くなる(右側)

▲ リベットの専用工具により固定を行います 写真はエアーを使う工具の先端です
▲ リベットにも種類があります これは表面が平らになる皿リベットを使用
おすすめ関連記事:精密板金の丸井工業ブログの「リベット組立」をテーマにしたブログ一覧
☆ ブログのランキングに参加しています ☆
気に入った記事や参考になったと思った時は応援のポチ(コチラのバナー)→
1回のポチで1票が入ります。注)1人1日1票なので日を改めて押して頂ければさらに1票が入る仕組みになっています。
精密板金の丸井工業
公式WEB:http://www.marui-k.co.jp
 e-mail
e-mailプロモーションムービー:http://www.marui-k.co.jp/About_the_Company.html#marui_cm
Copyright(C) Marui Industrial Coporation.,Ltd. All Rights Reserved.(ブログ内の文章・画像の著作権は丸井工業㈱に帰属。無断転載禁止)
皿加工の先端にバーリングタップ加工をする。皿バーリング加工の紹介です。
神奈川県 横浜市 精密板金 丸井工業(株)公式ブログです。
「精密板金について」「精密板金加工とは」など、精密板金加工全般について丸井工業の事例などを含めて紹介致します。
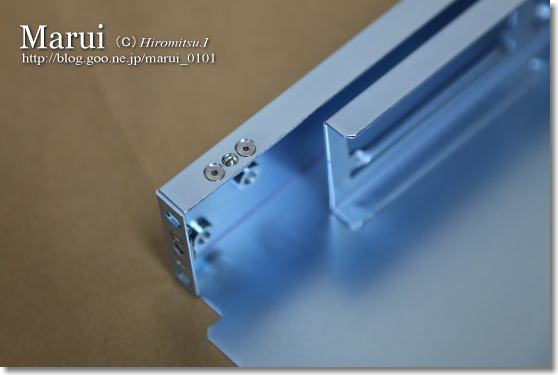
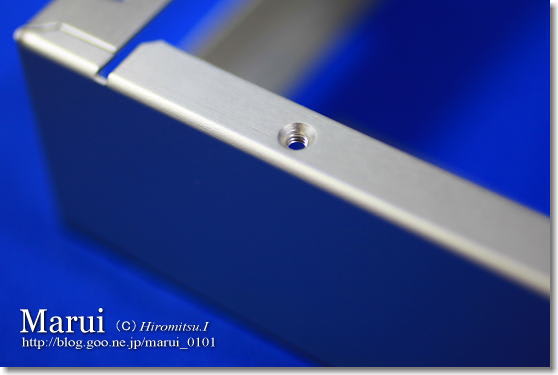
皿加工・バーリング加工・タップ加工の3つを組合わせた特殊な加工方法です。図面上の指示は「落とし込みバーリング」とか「バーリング加工後上部皿取りのこと」など色々ありますが皿加工の先端にバーリングタップを作ることを意味しています。板厚の薄い鉄板・アルミ板・ステンレス板などで作ったカバーやパネルを皿ネジで止めたい場合いこの加工が必要になります。例えばM3の皿ネジを使う場合、1mmの板に規程の皿加工を行うと皿ネジの底の部分(ネジが無い部分)が板から飛び出して止める側にぶつかりネジが締められなくなってしまいます。そこであらかじ飛び出した皿ネジをかわす為にシャーシ側に皿を加工してその先にバーリングタップを加工することでネジが止まる様になると言う仕組みです。

▲ 皿バーリング加工をしたシャーシの裏側です
▲ 皿加工していない通常のバーリングタップです
▲ これが皿バーリング 皿加工の先にバーリングタップ加工がしてあります

▲ 皿ネジが深く沈み込むので板厚が薄いパネルもきっちり止める事ができます
おすすめ関連記事:精密板金の丸井工業ブログの「バーリング」をテーマにしたブログ一覧
☆ ブログのランキングに参加しています ☆
気に入った記事や参考になったと思った時は応援のポチ(コチラのバナー)→
1回のポチで1票が入ります。注)1人1日1票なので日を改めて押して頂ければさらに1票が入る仕組みになっています。
精密板金の丸井工業
公式WEB:http://www.marui-k.co.jp
e-mailプロモーションムービー:http://www.marui-k.co.jp/About_the_Company.html#marui_cm
Copyright(C) Marui Industrial Coporation.,Ltd. All Rights Reserved.(ブログ内の文章・画像の著作権は丸井工業㈱に帰属。無断転載禁止)
バーリング加工について紹介します。
神奈川県 横浜市 精密板金 丸井工業(株)公式ブログです。
「精密板金について」「精密板金加工とは」など、精密板金加工全般について丸井工業の事例などを含めて紹介致します。
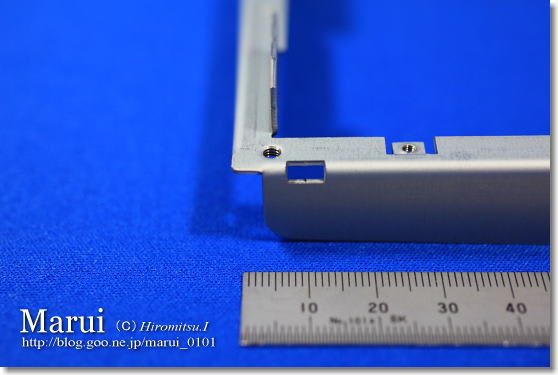
バーリング加工とは金属板(鉄板・アルミ板・ステンレス板)に筒状の小穴を作る加工です。金属板に小穴をあけてその穴の内部にピンを押しこみ筒状に金属板を絞り出します。バーリングの大きさ(直径)や絞り出せる高さは金属板の厚みや材質によって異なりそれに見合った加工機の能力や専用の金型が必要になります。
▲ M3タップ用のバーリング加工です 1mmの板厚 1.4mmの下穴をあけてあります
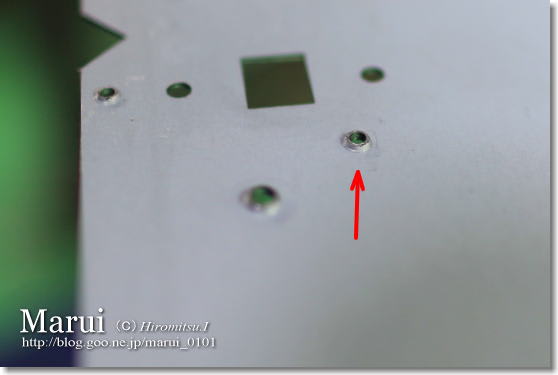
▲ バーリングが出来上がりました この後バーリング内部にM3の雌ネジを加工して完了です

▲ 写真が古いですが バーリングを側面から見た写真です
おすすめ関連記事:精密板金の丸井工業ブログの「バーリング」をテーマにしたブログ一覧
☆ ブログのランキングに参加しています ☆
気に入った記事や参考になったと思った時は応援のポチ(コチラのバナー)→
1回のポチで1票が入ります。注)1人1日1票なので日を改めて押して頂ければさらに1票が入る仕組みになっています。
精密板金の丸井工業
公式WEB:http://www.marui-k.co.jp
e-mailプロモーションムービー:http://www.marui-k.co.jp/About_the_Company.html#marui_cm
Copyright(C) Marui Industrial Coporation.,Ltd. All Rights Reserved.(ブログ内の文章・画像の著作権は丸井工業㈱に帰属。無断転載禁止)
精密板金加工で使うCAD/CAMについて紹介します。
神奈川県 横浜市 精密板金 丸井工業(株)公式ブログです。
「精密板金について」「精密板金加工とは」など、精密板金加工全般について丸井工業の事例などを含めて紹介致します。
精密板金加工の設備にはCAD/CAMというPCがあります。CAD/CAMは設計や製図で使われているCADとは少し使い方が違います。CAD機能を使って加工に必要な展開図を作ります。出来たCADデータを使いCAMで加工機用(NCT加工機やレーザー加工機)のプログラムに作り変えます。精密板金業界にCAD/CAMが導入されるまで展開図とプログラムは全て手作業でした。その為に加工機用のプログラムの作成には多くの時間を必要としました。丸井工業のCAD/CAMオペレーターは自社の保有金型や加工技術を熟知し最適な加工プログラムの作成を目指します。同業他社では加工機のオペレーターがCAD/CAMのオペレーターを兼任していることが多いと聞きます。丸井工業は高い顧客要求品質を満たす為に展開図の設計、CAD/CAMのオペレーター、加工機のオペレーターとそれぞれ専任者を置いて作業を行っており日々情報を交換しながら技術力を高めています。

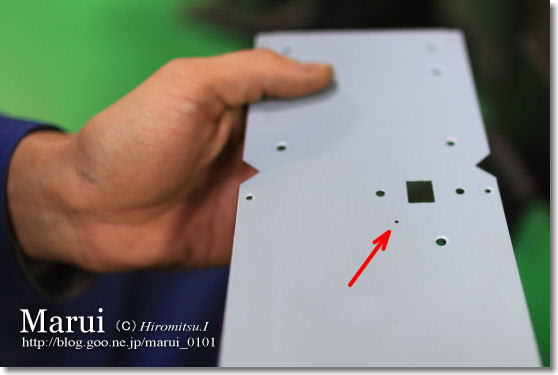
▲ 社内には教育訓練(スキルUP)により数名の者がCAD/CAMを操作できるスキルを有しています
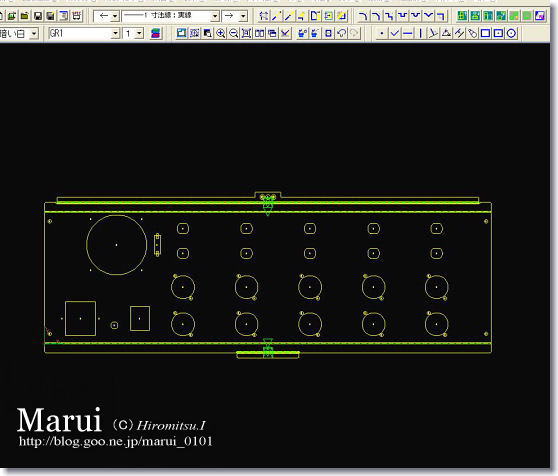
▲ CADを使って作った展開図
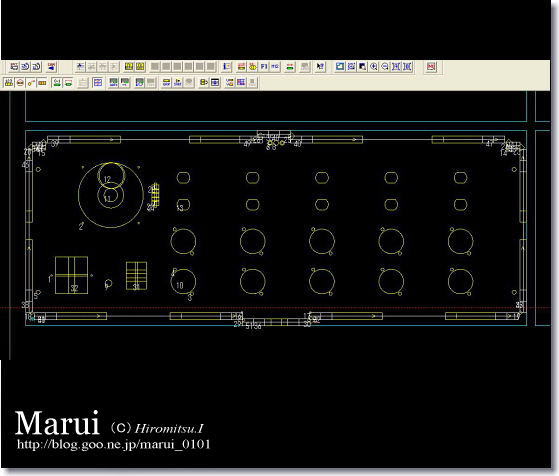
▲ CAMによって加工機用にプログラムを作成します(これはNCT加工機用)
おすすめ関連記事:精密板金の丸井工業ブログの「CAD/CAM」をテーマにしたブログ一覧
☆ ブログのランキングに参加しています ☆
気に入った記事や参考になったと思った時は応援のポチ(コチラのバナー)→
1回のポチで1票が入ります。注)1人1日1票なので日を改めて押して頂ければさらに1票が入る仕組みになっています。
精密板金の丸井工業
公式WEB:http://www.marui-k.co.jp
e-mailプロモーションムービー:http://www.marui-k.co.jp/About_the_Company.html#marui_cm
Copyright(C) Marui Industrial Coporation.,Ltd. All Rights Reserved.(ブログ内の文章・画像の著作権は丸井工業㈱に帰属。無断転載禁止)
スポット溶接(抵抗溶接)について紹介します。
神奈川県 横浜市 精密板金 丸井工業(株)公式ブログです。
「精密板金について」「精密板金加工とは」など、精密板金加工全般について丸井工業の事例などを含めて紹介致します。
金属板(鉄板・ステンレス板・アルミ板など)の面と面を重ね合わせて溶接する加工を「スポット溶接」または「抵抗溶接」と言っています。スポット溶接には専用の溶接機(スポット溶接機)を使います。溶接機の手前にある棒状の電極に金属板を挟みさらに一定の圧力を加えながら電気を流すと電極に挟まれた部分が金属の抵抗により発熱し点で溶接することができます。発熱によって溶け込んだ中心部分をナゲットと言っています。ナゲットは金属板同士をつなぐ為の強度を必要とするとても重要な部分です。強度を持つナゲットを得る為には加圧力、溶接電流、通電時間、電極先端径などのバランスが重要で常に安定した溶接品質を得る為の条件となっています。

▲ スポット溶接機です 銅の棒が電極 矢印の向きに電極が下がり金属板を挟みます

▲ スポット溶接をしている所です 重ね合わせた金属板が電極に挟まれています
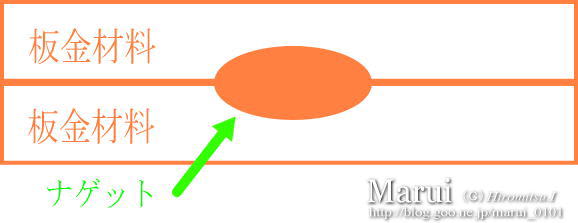
▲ ナゲットのイメージ図です 重ねた金属板の中心付近が溶け込みナゲットが出来ます
おすすめ関連記事:精密板金の丸井工業ブログの「スポット溶接」をテーマにしたブログ一覧
☆ ブログのランキングに参加しています ☆
気に入った記事や参考になったと思った時は応援のポチ(コチラのバナー)→
1回のポチで1票が入ります。注)1人1日1票なので日を改めて押して頂ければさらに1票が入る仕組みになっています。
精密板金の丸井工業
公式WEB:http://www.marui-k.co.jp
e-mailプロモーションムービー:http://www.marui-k.co.jp/About_the_Company.html#marui_cm
Copyright(C) Marui Industrial Coporation.,Ltd. All Rights Reserved.(ブログ内の文章・画像の著作権は丸井工業㈱に帰属。無断転載禁止)

サムネイル(縮小版写真)で精密板金ブログの写真を一覧することができます
| ・Google画像検索による精密板金の丸井工業ブログ掲載の写真のサムネイル一覧です。このサイトに掲載されている写真のイメージ把握にお使いください。 >>サムネイル(縮小版写真)で精密板金ブログの写真を一覧する |  |