【 精密板金加工 】“展開図”についてお話します。
材料(板金)の抜きについてはお話しして来ましたが、抜く作業は
穴をあけるだけでは無く以前お話した“追い抜き”を使って材料
からいろいろな形を切り取る事が可能です、その切り取る為に必
要になるのが展開図です。
さて、子供の頃、画用紙を使ってサイコロや箱の様な物を作った経
験があると思います、サイコロを作る為にはまず画用紙にサコロを
開いた絵を書かなければなりません、開いた絵の事を展開図とい
いますが展開図は何通りも考える事ができます。

▲サイコロを開いた基本的な展開図
目的は切り取った面を組立てて立方体になれば良いので、
6面バラバラ、3面のかたまりを2つ、5面に1面、といった具合に
自分の好きな様に絵を書くことが出来るからです。
関連 丸井工業株式会社
公式WEB:http://www.marui-k.co.jp
 e-mail
e-mail【 精密板金加工 】“NCTの加工プログラム”についてお話し
ます。
一昔前は“プログラムシート”と呼ばれる専用の用紙にX座標
Y座標を記入してNCT本体にあるコンソールからそれを入力
して機械を動かしていました。
現在はあたりまえですがCADを使ってプログラムを行います。
プログラムとは製品の展開図作成と金型の選択や材料の移動に
ついての命令です。
どの金型を使って何回打って材料を何所にどれだけ移動させる
かを画面上で決定します。
当社は2名体制でプログラムの作業を行っています。
これはお互いのヒューマンエラーをチェックする事も兼ねていま
すが、納期が短い現在でプログラム待ちで作業が進まない事によ
りビジネスチャンスを逸する事が無いようにとの配慮です。
さらにディスプレーを1画面から2画面(デュアルディスプレー)
にしてプログラムと確認作業の効率をUPしました。
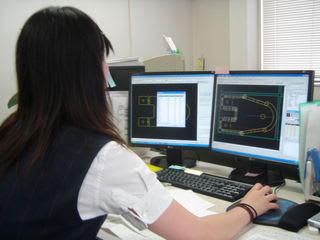
▲CADのディスプレーをデュアル化 (19inch×2)
関連 丸井工業株式会社
公式WEB:http://www.marui-k.co.jp
e-mail【 精密板金加工 】“追い抜き加工”についてお話します。
お料理のクッキーを作る時の抜き型を想像して頂けるとわかり易い
と思いますが、★形に抜く時は★の形の抜き型、▲形に抜く時は▲
の抜き型が必要になります。
板金に穴をあける時も同様にそれぞれ要求にあった形状の金型が
必要になる訳です。
しかし、絶えず専用の金型が無いと加工が出来ないと言う事になれ
ば金型の費用が掛かり過ぎてコストUPになってしまいます。
そこで寸法や形状の違う金型を利用して欲しい形状に加工を行う
“追い抜き(ニブリング)”と言う加工方法を使います。
これは材料を少しずつずらしながら打ち抜く方法です。
10×10mmの金型は一辺が10mmの四角い穴しかあきません
しかし、1発打つごとに材料を少しずつ動かしていけば
10mm幅の細長い穴を明ける事ができます。
後はこの応用で、小さな丸い金型で大きな丸い穴をあけたり
いろいろな金型の組合せで様々な形状の加工をする事が可能
になるのです。

▲横長の赤い枠の中に金型が入っている
関連 丸井工業株式会社
公式WEB:http://www.marui-k.co.jp
e-mail【 精密板金加工 】“抜き作業の加工ツール”についてお話します。
前回もお話しましたが、材料から必要な形状を切り取る作業を“抜き”と言ってます、その作業を行う加工ツール(金型)の仕組みについて簡単に説明したいと思います。
写真の様に長い円柱状の物(上型)と短い円柱状の物(下型)で一つのセットになります。

▲上型(オス型)

▲下型(メス型)
上型の上部(金色の方)を機械が押すと中から刃物が出てきて下型に入り板金(材料)を打ち抜く仕組みです。

▲上型を下から見た所、円形の部分が飛び出す
金型は、NCT加工機内にあるターレットと呼ばれるホルダーに入れターレットが回転する事により金型が選ばれる仕組みです。

▲58ステーション(金型が58本装填できる)
関連 丸井工業株式会社
公式WEB:http://www.marui-k.co.jp
e-mail【 精密板金加工 】“抜き作業”についてお話します。
材料に穴をあけたり、切り取ったりと言う作業を総して「抜き」と言っています。
これはこの作業に使われる工具(金型)がメス、オス、に分かれ上から下にオスが押される事によりメスとの間で材料を抜き取る事からそう言われています。(「せん断加工」と言いますが詳しい説明はいずれかの機会にしたいと思います)
初期の加工機は「ユニパンチ」とか「ユニプレス」と呼ばれ油圧装置が付いていて、「ユニ」と言う様に一本だけ金型をセットして入力したX座標Y座標に板金が移動して抜きを行うという加工機でした、それから少しづつ金型を装填できる本数が増え現在の様な加工機(NCT)になりました。(現在は58本の金型を装填して加工)

▲当社設備よりNCT
関連 丸井工業株式会社
公式WEB:http://www.marui-k.co.jp
e-mail
サムネイル(縮小版写真)で精密板金ブログの写真を一覧することができます
| ・Google画像検索による精密板金の丸井工業ブログ掲載の写真のサムネイル一覧です。このサイトに掲載されている写真のイメージ把握にお使いください。 >>サムネイル(縮小版写真)で精密板金ブログの写真を一覧する |  |