ハーフパンチとミクロジョイントを使用したパネルの加工例です。
おはようございます。丸井工業(株)専務の井手野です。
フロントパネル(操作パネル)の組立を板金部品単体から完成まで見てみたいと思います。
この製品の様にスポット溶接部品が多い場合はハーフパンチの位置決めが有効です。同一の形状をした部品を製作する場合はミクロジョイントを使い部品同士を連結した状態で加工すれば効率も上がります。
装置の操作スイッチや表示部を取り付ける化粧パネル(フロントパネル)の板金部品が並んでいます。一番上の大きな部品がパネル本体でそこに板金部品をスポット溶接とアルゴン溶接(TIG溶接)により組み立てていきます。
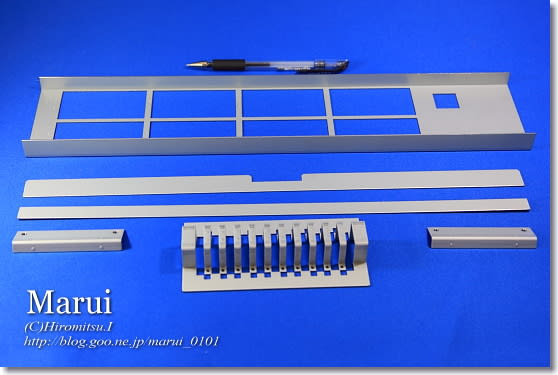
▲ 用途に合わせてパネル面の形状は異なります。今回はこの製品例を組立ます。
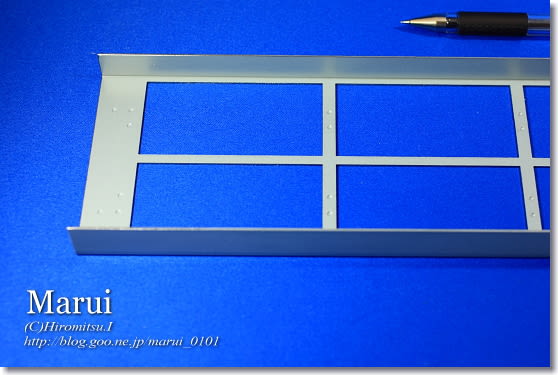
▲ パネル本体部分にはハーフパンチ凹が裏面から表面に向けて付けられています。
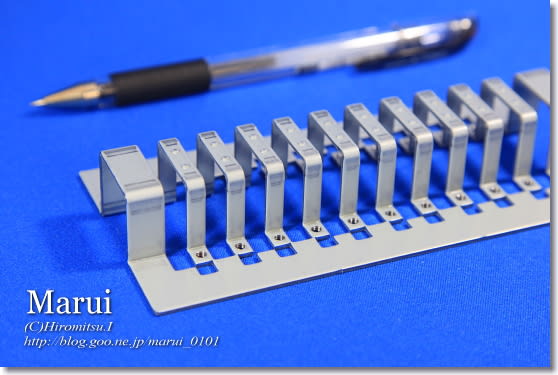
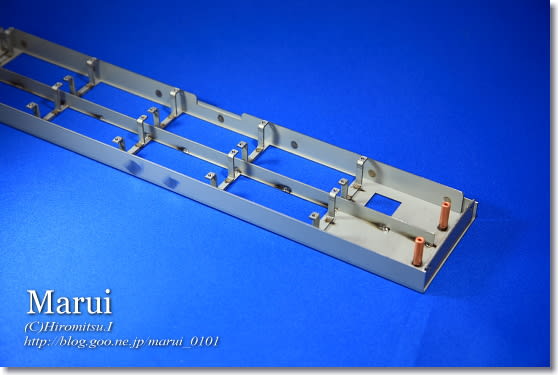
▲ 同じ形状の板金部品なのでミクロジョイントを使用して製作しています。上部にハーフパンチ凸。
▲ 全ての部品がスポット溶接・アルゴン溶接により組立られた状態です。パネル裏面。

▲ スポット溶接の跡やアルゴン溶接の跡などをサンダーにより慣らした状態です。パネル表面。

▲ パネルの表面には黒のメタリック塗装を施して完成です。
おすすめ関連記事:精密板金の丸井工業ブログの 「製品例」 をテーマにしたブログ一覧
精密板金の丸井工業
公式WEB:http://www.marui-k.co.jp
 e-mail
e-mailプロモーションムービー:http://www.marui-k.co.jp/About_the_Company.html#marui_cm
Copyright(C) 2009 Marui Industrial Coporation.,Ltd. All Rights Reserved.
【ブログポリシー】
 精密板金加工についての説明や具体例について執筆します。顧客名等、守秘義務のある特定企業情報は執筆しません。当ブログは著作物です、文章・画像・内容の引用や転載の際はご一報ください。
精密板金加工についての説明や具体例について執筆します。顧客名等、守秘義務のある特定企業情報は執筆しません。当ブログは著作物です、文章・画像・内容の引用や転載の際はご一報ください。
サムネイル(縮小版写真)で精密板金ブログの写真を一覧することができます
| ・Google画像検索による精密板金の丸井工業ブログ掲載の写真のサムネイル一覧です。このサイトに掲載されている写真のイメージ把握にお使いください。 >>サムネイル(縮小版写真)で精密板金ブログの写真を一覧する |  |