池袋ー西武池袋線 秩父
秩父ー秩父蒸留所
2日目の見学は埼玉県秩父市にある秩父蒸留所
「イチローズ・モルト」をリリースされているベンチャー・ウイスキー
「秩父蒸留所??」
そう聞かれる方も多いかもしれない
それもそのはず、立ち上がってから日はまだ浅く
2008年2月に蒸留開始されたばかりの大手メーカーさんと比べると
とても小さな蒸留所なんです


タクシーで乗り付け、所内に
ゲストルーム(事務所??)に案内され、コーヒーをいただきました^^
するとオーナー様直々に御挨拶

光栄です
恐縮です
そして、オーナー御自ら 蒸留所内の説明してくださいました
それも詳しく、ある程度の知識がないと
なんのことやら?
という状態になるのではないでしょうか
大手メーカーさんは万人に分かりやすく説明
ベンチャーウイスキーさんは学びたい者への説明
ステキです^^


モルトウイスキーの原料は大麦
それも二条大麦
二条大麦といっても「お米」同様、品種改良され続け
様々な品種、そして産地がある
それによっても性格が異なる自然の産物
「ウィスキーは生き物ですから・・・」という言葉が印象的でした
現在はオプティック種や確か…ブレイマー種だとおっしゃってたような^^;
そして、地元愛の強い肥土さんは
埼玉県産の大麦も使用しているとのこと
ピートだって行く行くは埼玉県産ピートを・・・なんでしょうね^^
農作物ですから当然 小さい石なども混ざっている
手作業で仕分けしながら、麦芽の粉砕するためにローラーミルへ
粉砕された麦芽は、
ハスク、グリッツ、フラワーと2:7:1の割合の大きさに粉砕される
これが次の工程の麦汁を採取するために必要な作業になる

麦汁を採取する方法は「インフュージョン法」(浸す)
ざっくり言うとお湯に浸して、絞り、麦汁を取る作業
粉砕された麦芽グリストと約65度の温水で1番麦汁が採取され、
2番麦汁、3番麦汁を採取していく
そして残った絞りカスは、近くの牧場の家畜用飼料に回される
これが重宝されるということでした
ウィスキーは無駄な物は出さない

イースト菌を加えてモロミを抽出します
秩父の発酵槽(ウォッシュバック)です
大手の発酵槽だと高さ5mほど、直径も大きいのですが
とてもコンパクトな大きさです
5基ありました
しかも、材質がミズナラ
メンテナンスが簡単なステンレス製でも
伝統的な松、ダグラスファーでもなく
ミズナラのウォッシュバック
大きさがコンパクトなだけに、ミズナラで可能になったそうです
(ここで乳酸菌のお話もしてくださいました・・・ラクトバジルスだったなぁ^^;)
某蒸留所は木製のウォッシュバックからステンレス製に替えたら
飲み手の反応がいまいちになり
最近また木製のウォッシュバックに戻したらしいです
秩父のミズナラが今後どういうウィスキーを生み出してくれるか分かりませんが
いろんな要素の一つが重なり合い、自然風土による長い年月の影響を受け
ようやく誕生していくので、この工程だけでも
とても将来を期待してしまいます
中をちょっと拝見させてもらいました
スウィッチャーがちょうどグルグル回ってまして
臭いは以外にもフルーティーな香りでした


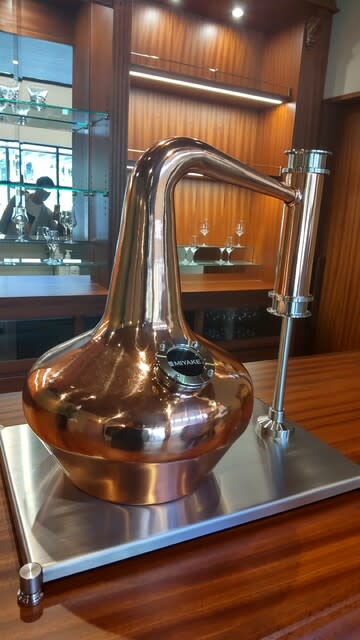
蒸留器 ポットスチル
初留器1 再留器1
もっとも小さいサイズの蒸留器
ラインアームについてのお話をしてくださいました
蒸留液の出来の違いなど・・・

スピリットセイフ
単に蒸留するといっても蒸留し始めと蒸留の終わりでは
アルコール度数や蒸留液の性質が異なる
そのタイミングは「人の感覚」
というのは、もともと麦芽から仕込んだといっても
麦芽自体が全く同じ物ではない
微妙なタイミングは職人さんの経験による感覚で操作される
一番良いとされるタイミングの間隔「ミドルカット」し
良質な蒸留液を採取していく
(実際はもっと複雑なんですが、簡単に書きました^^;)

所内に設けられた熟成庫
静かに眠ってます
様々な大きさ、材質の樽で
バレル、ホグスヘッド、バット・・・
そして、ミズナラ、ホワイトオーク、スパニッシュオーク
さらにバレル樽の両端を切り小さい樽を考案された
「チビ樽」とても可愛いネーミングです
秩父ならではの樽で、比較的早い時期に熟成のピークが来るでしょう
この樽のリリースも楽しみです


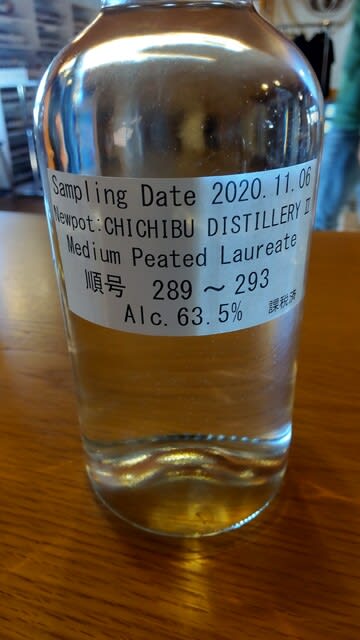
そして、ゲストルームに戻りテイスティング^^
樽詰め時のアルコールは63.5%
この透明な液体はまさにそれ
カドがあり飲みにくいかと思われるでしょうが
これがうまい
もちろんニューポットですから、熟成されてないので
美味しいといってもイメージが沸かないでしょうが
将来性をとても感じるフルーティーなニューポットでした
そして色の着いている2種類
フルーティー、ウッディーなタイプと51ppmのピーティーなタイプ
スモーキー派な方には51ppmがオススメ
いずれにせよ
まだ熟成期間が短い中でこれだけの味わい
5年先、10年先にはどんなスケールのデカいモルトに成長していくのか
とても楽しみになりました
今回は突然の見学に、肥土さん自ら、時間を割き、
御説明してくださいまして、本当にありがとうございました
肥土さんとの会話の中で、
地元で作り上げるモルトウィスキーという熱意がとても伝わりました
また列車に揺られて、秩父蒸留所へ伺いたいと思います
その際は「ウィスキーの世界」を少しだけ教えてください