








シックスシグマとは、「事業経営の中で起こるミスやエラー、欠陥品の発生確率を100万分の3.4(6σ=標準偏差×±6)のレベルにすることを目標とする経営品質改革活動」と言われています。GEが90年代後半、当時のJack Welch会長の肝いりで全社的に導入されたことでブームになりました。
日本では、一時ほどではありませんがシックスシグマを売りにしているコンサルティング会社もあって、そこそこ人気があるようです。
実は私は、シックスシグマを製造プロセスにおける品質改善手法であると思って(誤解して)いました。品質管理には統計的手法が必須ですので、混同していたようです。
「生産で品質を良くしてはいけないのです。これがシックスシグマの一番大きな間違いです。」
この言葉を話されたのは田口玄一博士(1924年1月-2012年6月)です。田口博士といえば、品質工学(タグチメソッド)の創始者であり、設計、製造に携わる人なら一度はその考えに触れたことがあると思います。先の言葉も「直感でわかるタグチメソッド」と言う本の中にあったものです。
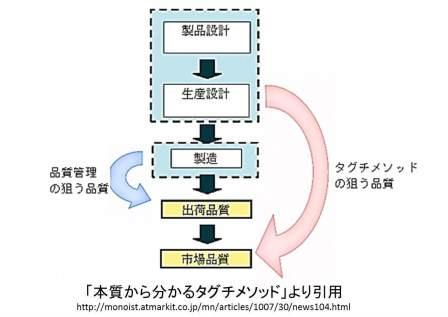
それにしても「生産で品質を良くしてはいけない」とはちょっと過激な発言です。その真意は、「品質を上げる改善はコストがかかるので、生産部門はやってはいけない。それは設計の責任だ。」というものです。したがって、シックスシグマはコスト低減と品質の維持には有効だが、品質の改善には使えないと言うのです。
「市場品質の制御因子を管理できるのは設計。製造コストの制御因子を管理できるのは生産」という文章を読んだとき、私は本当に目からうろこが落ちました。
シックスシグマは製品品質の改善手法ではなく、経営品質の改善のためのマネジメント手法である、というのが正解です。では、それはどの程度有効だったのでしょうか。
2000年頃、GEのJack Welch会長のアドバイスによりソニーが出井伸之CEOの主導でシックスシグマを導入しました。その「成果」については特にここで申し上げる必要もないでしょう。
タグチメソッドは奥が深く、なかなか難しい「哲学」のように思えます。しかし、知れば知るほど「ああ、なるほど!」と思わず声に出してしまうような言葉にぶつかります。タグチメソッドは日本が世界に誇る手法であり、思想だと思います。
最後に、統計学と品質工学(タグチメソッド)の違いを端的に示すエピソードを紹介します。
「誤差に分布が仮定できるならば、時計の誤差の分布はどうなるのか?と(田口博士が)問うと、統計学者たちは返答できなかった。」( 『タグチメソッドわが発想法』 田口玄一、経済界、1999年11月)
・・・それを言っちゃあ、おしまいよ!という感じもしますけどね。
(人材育成社)









