2018年12月24日(天皇誕生日振替休日)
今日は天皇誕生日の振替休日で、近所の2つの事業所も休み
それに、一番怖い妻は仕事で不在、誰もいません
チャンスを活かすべく、午前8時 には作業に取り掛かりました
には作業に取り掛かりました
ところで、金床(かなとこ)とは、アンビルとも言われています。
鍛冶屋さんで、焼けた鉄を鍛造する時に、焼けた鉄をこの上にのせて叩くための鉄の塊です。 写真は、3年間通った鍛冶屋・人吉市の岡秀(おかひで)さんの金床です。
写真は、3年間通った鍛冶屋・人吉市の岡秀(おかひで)さんの金床です。
コンクリート台に埋まった金床は、たぶん30~40kgあるのでしょう。
いくら叩いても、ビクともしません。

素人がこんな立派な金床を必要とする訳でもありませんが、趣味で鍛冶屋まがいのことをしようとすると、何らかの金床が必要となります。
実家で、昔の管理機のウェイト(エンジン前方の重し)を見つけ出し、金床にしていました。
ところが、面が狭くハガキの半分くらいの幅で、それも曲面なのです。
これを駐車場のコンクリートの作業場で叩くと、跳ね上がり 、すぐに倒れま
、すぐに倒れま す。
す。
仕方なく、木枠で囲い、左足で木枠の端を挟んで固定して、叩いていました
根性でこれを使って、すでに数作品を作っていましたが、次の作品構想に備えて、どうにか金床を改善したいと思っていたのです。

そこで見つけたものは、『H形鋼』と言われる端材。
鉄筋コンクリート建物の支柱や、鉄骨ハウスの柱に使われるものですが、すっかりサビてます。
JIS規格 H-125X125X6.5X9 で、50cm、15kg程あります。
実は、前回の鍛冶で使ってみたのですが、カンカンうるさく、T字の羽に弾かれて使い物になりませんでした。

改善策として、手持ちのウェイトをこのHの隙間に挟み込んで、跳ね上がりのない金床にリニューアルする作戦です。
ところが写真のように、ウェイトの高さが勝り、ハマらないのです。
そのハミダシの厚さ、2mm。

金属を2mm削るのは大変ですが、やるしかありません。
最初は、直径10cmあったディスクグラインダーのディスクも、みるみる減っていきます。


叩きこんで、外してみて・・・また、削っては、はめてみて・・・
H形鋼の方も削ります。

半分位埋めると、何度も繰り返してもなかなか入らなくなりました。
おかしいなあ~ と思って横からよく見ると、Hの軸に向かって、狭くなっているではありませんか!
と思って横からよく見ると、Hの軸に向かって、狭くなっているではありませんか!
つまり台形的に削らねばなりませんでした。

ギッチリと叩き込んだのは、しっかり噛み合って外すのも一苦労です。
手持ちのバール(釘抜)と角材で、テコの利用で外しました。
キズが付いているところが、キツイ処

そこを重点的に、かつ、台形的に削りました。
格闘の末、やっとフラットに入りました。
この後の溶接のため、接触面のサビを綺麗に落としました。
ディスクがずいぶん小さくなりました。
金属同士の接着は、溶接しかありません。
そのために作った、『36V、バッテリー溶接機』
久々の出番ですが、前回から勉強していました。

ゴーグル をして、いざ、溶接開始
をして、いざ、溶接開始
左手に溶接棒、右手にスマホでカメラ撮影は、シャッターチャンスが難しいです。
アークが発生すると、おそらく5,000度を超える中で鉄材が熔けて、くっつけます。

あまり綺麗とは言えませんが、まあ、くっつけば良いです。

ウェイトが1個しかなく、半分の面積ですが、中央の一部部分の広さでも、これまでと比べると使いやすいはずです。
表面のサビを落とします。
もう、ディスクもすり減って小さくなり見えません。

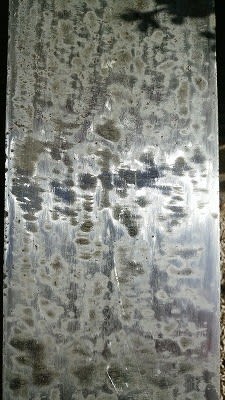
師匠の金床は、いつも使っていることもあり、ピカピカでしたので、仕上げに荒砥石、中砥石で研ぎました。

この日はポカポカ天気だったので、綺麗に洗って天日で乾かしました。 

研いだ後の表面です。
これだけツルツルなら問題ありません。
この後、オイルを塗って防サビをしました。
待ち遠しいですが、出番まで収納しておきます。
皆さんには、全く関係のない『金床づくり』の紹介でした
最後に、投票ボタンを、『ポチッ!』とお願いします。
ランキングに参加中です。 クリックして応援お願いします!
ランキングに参加中。クリックして応援お願いします!