








2017年12月10日午前
山芋(自然薯)掘りは、子どものころからやっていたのですが、もちろん掘る道具は実家のを使っていました。
今は別居なので、庭先の自然薯掘りはスコップしかありませんでした。
だから深さにも限界で、諦めて途中で折ることもしばしば!

そこで、細く深く掘れる、山芋掘り器を作りたいなあ~と思っていました。

そんな気持ちで、ハンズマン(ホームセンター)をウロウロしていると、なんと、あるものですね

端切れ処分コーナーに、5cm×47cm 厚さ6mmの鉄板発見!
これ、まともに買えば、5cm×100cm の規格品で780円の鉄板でした
それが、半分切断されただけで、50円
早速、長い柄と口金と共に購入し飛んで帰りました。

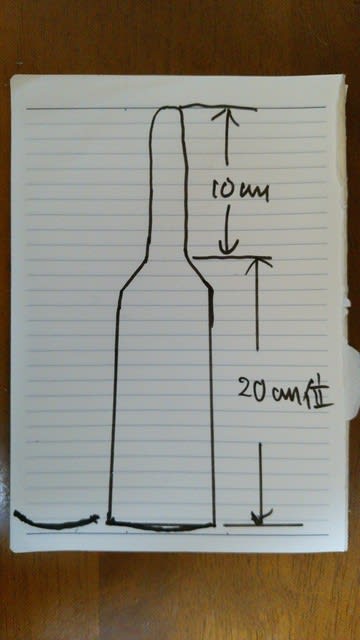
イメージを紙に描きました。


幅が足りないのは仕方ありませんが、叩き延ばせば少しは広がるだろう
さて、日曜大工ならぬ、日曜鍛冶は1年ぶりです。
前回のナタ作成以来押し込んでいた、七つ道具を引っ張り出しました。
クド(鍛造釜土)を煉瓦で組み、ブロワー利用のフイゴ、小さな穴をたくさん開けた風の吹き出し管です。
単身赴任で人吉市の鍛冶屋通い3年間の後でも、鍛造の『アジ』が忘れられず、我が家で工夫を重ねた改良型です。
さっそく、炭を熾し、鉄板を焼いていきます。
これでも、色視ですが、約1,200度まで高温を作れます。
ただ、作業場は駐車場なので、道行く人には好奇の目で見られます。
(自宅向かいが理容室 のため、客が多いのが難点)
のため、客が多いのが難点)
ブロワーを吹かせると、急激な酸素供給の燃焼熱で炭の表面が弾けて、火の粉がパチパチを舞い上がります。

化繊の服・シャツでは火の粉で穴が開きます。
昼間なので、色が見えませんが、もう先端10cmは真っ赤に焼けています。
材が長いので、最初のうちは左手に持って、叩きました。
しばらく叩いていると、すぐにハプニングが起きました。
一つは、スマホカメラの高温によるエラーで、しばらく撮影中止。
おかげで、叩きに専念できたのですが、二つ目のハプニングとして、玄翁(ゲンノウ)がすっぽ抜け、飛んでいきました。(1.5kg)

幸い、玄翁は2本持っていましたので、鍛造作業は続けられました。
鍛造で、延ばす叩きのリズムは、1秒間に3~4回です。
『鉄は熱いうちに打て 』ですが、『早く、しかも強く』が延びのポイントです。
』ですが、『早く、しかも強く』が延びのポイントです。
でも、1.1~1.5kgもある玄翁を、1秒間に3~4回力いっぱい降り続けるのは、鉄アレイのトレーニングとは違います。
雪が舞いそうな寒さでも、背中には汗が流れ 、腕はだんだん上がらなくなります。
、腕はだんだん上がらなくなります。
当初、中子(柄に入る部分)作りは、角を折り曲げ、それを柄に入る細さに延ばす予定でしたが、限界を感じました。
人吉市の師匠、鍛冶屋さん岡秀(おかひで)の『鍛造ベルトハンマー』の威力が懐かしく、羨ましい限りでした。
そんな言い訳で、鉄板を柄の形にディスクグラインダーでカットすることにしました。
しかし、すでに叩いて凸凹の鉄板のカットは難航しました。
バランス良く、中子の位置を柄の中心に持ってこれませんでした。
最初から、平面のうちにカットしておけば良かったと後悔です

もう一つ、中子作りに時間がかかったために、3kgの炭が無くなりました。
仕方なく、バーベキュー用のおがくずを固めたオガライトを燃料にしました。
オガライトでも、火力は出ましたが、なんか違うって感じでした。
師匠のところは、車のエンジンオイルの廃油をバーナーで燃やした窯でしたので、問題はないはず、火力しだいです。
約30cmに切断したので、熱くてもう左手では持てません。
これからは、ヤットコ で挟んでの鍛造ですが、ヤットコを使いこなすのは難しいのです。
で挟んでの鍛造ですが、ヤットコを使いこなすのは難しいのです。
ともかく、柔らかい赤いうちに叩かねばなりません。
『ホラ、ホラ、ここ叩いて、叩いて もっと強く』
もっと強く』
師匠のゲキがよみがえります
プロと違い、耕運機のウェイト(前に付ける錘)を金床にしているので、面が狭く、叩くとビンビンと弾けます。
それに、叩きの振動で、ヤットコからだんだんとズリ落ちます。
プロの使う、鍛造ベルトハンマーは両手の2つのヤットコで鉄材を挟み、まっすぐに振り下ろされる電動ハンマーに差し込めば良かったのですが、左手一本でヤットコ、右手に1.1kgの玄翁を真っすぐ、しかも強く早く振り下ろすのは、なかなか難しいです。
刃の部分は、斜めに叩いて、尖らせていきます。
これは、撮影のために冷めたところでの再現です。
だいたいこれくらいでいいかな
と鍛造の終わりを悟ったら、焼き入れ前の終盤の歪み取りです。
目の前にかざして、右曲がり、左曲がり、厚み等眺めながら、出来るだけ平面の理想形に微調整します。
刀身の長い刃物は、この歪み取りが、その後の砥ぎの難易さに大きく影響します。

さて、山芋掘り器は、土を削る目的で、刃物みたいに木を切る硬度は要らないので、『焼き入れ』の必要性があるのか、迷っていました。
そもそも手に入れたこの鉄板が、鋼(はがね)なのか、軟鉄なのかも気になるところです。
もし、炭素量が、0.7%~2.1%なら、「鋼」と言われますが、炭素量が多ければ脆く割れやすい性質になりますので、それを防ぐために、CrクロムやNiニッケル、Moモリブデンが加えられ合金鋼となります。
これは、安物鉄なので、そんなに炭素は入っていないと思いました。
ただ叩きながら分かったのですが、これで十分な強度です。
ちなみに炭素量が2パーセントを超えると炭素として鉄の中に溶けることができなくなり、鉄が固まる時に黒鉛の形で細かな粒になっていて、表面にも露出してくるそうです。
でも炭素の粒は油と良くなじむので、油の膜が一様に広がり、肉や野菜の料理にも適した鍋に使えます。
そして使い込むほど、炭素に油がしみ込んで、焦げ付きも少なくなり調理もよくなります。
しかし、割れやすいなど脆過ぎて刃物に向かず『鋳鉄』として、鋳造(溶かして流し込み成型)する南部鉄(約30倍の炭素量)やマンホールの蓋などに使われています。
さて、昼間ですから良く見えませんが、だいたい900度に焼けているハズです。
鍛冶屋での焼き入れは、夜や、部屋の照明を消して真っ暗い中で、焼け具合を色視で判断します。
ところで、 『焼入れ』 とは 鉄(鋼)を焼いて高温にしていくと、金属構造はオーステナイトに組成が変化します。
そしてこれを水や油で急激に冷やすと、鉄は炭素を強制固溶した組織となり、(マルテンサイト変態)と呼ばれる、非常に硬い性質に変化します。
焼き入れがうまく出来ていないのは、不完全焼入れ、甘焼き と言われ・・・。
さあ、うまく マルテンサイト変態 になっているか
焼き入れの液体は、水や菜種油等がありますが、水が一番手軽で安全です。
マルテンサイト変態部分は、刃先だけで良いので、刃先から入れました。
《ジャー・ジュワーッ・ジュブ・ジュブ・ジュブ》 水蒸気の舞い上がりと熱気で、メガネが曇ります。

せっかく焼き入れしたのですが、また火(灰)に差し込みました。
これは『焼き戻し』です。
焼き戻しとは、金属に粘り(靭性:ジンセイ)を与える処理で、150~250℃で行う 低温焼戻し と、400~680 ℃で行う 高温焼戻し がありますが、温度計も無いので、低温はかえって難しいので、500℃位での高温焼戻しをしました。
これで、石にあたっても、刃欠けは無いと思います。
後は、グラインダーで凸凹面を均したりのバリ取りです。
刃物ではないので、刃先は鈍角でかまいません。
柄に入る、中子は柄の割り込み溝幅に合わせて、凸を均していきます。
鍛造成型の完成です。
斧(オノ)としても使えそうです。
この写真は、副産物作り*おまけの作業です。
先の、焼き入れ前の写真で、本体の横に一緒に焼いていた金属
中子を切り出した、鉄板の端切れです
これを、小さな楔形に伸ばして切り取り、さっき飛び抜けた玄翁の抜け防止楔にします。
他にも、抜け防止楔に役立ちます。(まっ、買っても安いのですが)
手作りクド(鍛造釜土)は、普通の煉瓦で組んで、高温にさらしましたので、必ずいくつか割れてしまいます
レンガは木工ボンドで綺麗にくっつきます。
貼り合わせたら、クランプや重しを乗せて乾かせば、元どうりです。
我が家のレンガは、割れバカリです。
対策:耐火煉瓦を買います
いよいよ、完成に向けての柄への取り付けです。
5mmのドリルで穿孔します。
鍛造で虐めているので、硬いです。
開いた穴に、5mmの真鍮棒を抜け防止ピンとして突っ込み、金切り鋸で切断します。

切断面を磨いて完成です。
柄の中子の中心がズレたのは失敗かもしれませんが、狭い穴の中の掘り仕事。
もしかして、この方が便利な時があるかもです

全長 145cmの山芋掘り器の完成です

参考:過去の日曜鍛冶
手作りナタ①鍛造編
手作りナタ②(焼き入れ・仕上げ研ぎ編)
手づくりナタ③(柄(取っ手)・鞘(さや)づくり完成編)
 お願い
お願い イイネなら、『熊本情報』をクリックして、投票して下さい。
イイネなら、『熊本情報』をクリックして、投票して下さい。ランキングに参加中です。
現在 熊本県内 10位~クリックして応援お願いします!










※コメント投稿者のブログIDはブログ作成者のみに通知されます