








■搭乗員9人全員が死亡した群馬県の防災ヘリコプター「はるな」(全長17.1m、重さ5.4トン)の墜落事故をめぐり、群馬県は3548万8800円(税込み)を投じ、昨年の長野県消防防災ヘリ墜落事故でも機体を引き上げた航空事業会社の朝日航洋(東京都)の大型ヘリを使って現場から機体を10月15日に回収しました。機体はその日のうちに陸路で群馬ヘリポート(前橋市)の県防災航空隊格納庫に運ばれ、国土交通省運輸安全委員会や県警が調査し、事故原因の解明を進めるものと見られます。
一方、当会では、いち早く墜落の原因を究明すべく、群馬県に10件の情報開示を求めていましたが、残念ながら秘密体質の行政だけに、開示されたのは今年の4月から修理や調整をしていた経緯を示す不適合報告書など4件のみで、肝心の運航管理関連情報については5件すべてが開示拒否されてしまい、1件が不存在とされました。
この群馬県防災ヘリ墜落に関するブログ記事は次を参照ください。
〇2018年8月14日:防災ヘリ墜落事故の原因究明を裏付ける情報開示を群馬県に請求↓
https://pink.ap.teacup.com/ogawaken/2726.html
〇2018年8月16日;【速報】防災ヘリ墜落事故で明らかになった群馬県の航空法違反のズサン管理で国交省から厳重指導↓
https://pink.ap.teacup.com/ogawaken/2727.html
〇2018年8月24日:防災ヘリ墜落事故の原因究明を裏付ける情報開示請求に対し県が早くもよこした2か月の開示延長通知↓
https://pink.ap.teacup.com/ogawaken/2736.html
〇2018年10月15日:防災ヘリ墜落事故の情報を2か月ぶりに一部分のみ開示してきた群馬県↓
https://pink.ap.teacup.com/ogawaken/2780.html
■今回は、具合の悪かったエンジンの整備や調整に関する2件の不適合報告書を詳しく見て行きたいと思います。
その前に、ヘリコプターの飛行特性とエンジンの仕組みについて、少しおさらいをしましょう。次のURLをご覧ください。
※参考URL:ヘリコプターが飛行する仕組みとは?↓
https://www.youtube.com/watch?v=NqOgC2Mycf0&t=4s
※参考URL:ヘリコプターのエンジンを理解する「ターボシャフトエンジン」↓
https://www.youtube.com/watch?v=CR0voZGgMis&pbjreload=10
それでは、不適合報告書を見てみましょう。
*****エンジン サージ不適合報告書*****
<表紙>
H30.5.7 MESCO 計-30012
MHIエアロエンジンサービス㈱
群馬防災殿
東邦航空株式会社殿
PT6T-3Dエンジン サージ不適合報告書
MHI Aero Engine Service Co., Ltd.
<P1>
H30.5.7 MESCO 計-30012
群馬防災殿 PT6T-3Dエンジン サージ不適合報告書
1.目的
群馬防災殿 PT6T-30エンジンにおいて発生しましたサージ不適合につきまして、御報告致します。
2.対象エンジン
(1) ENG S/N:PCE-TG0006 (No.1 P/S:CP-PSTH0015,No.2 P/S:CP-PSTH0016, RGB:CP-GBTJ0008) ⇒当会注:「P/S」動力部(Power Section)。本エンジンは2基のタービンから構成。
(2) 使用時間:23:00/7,150:26 hr (TSO/TT) ⇒当会注:「TT」装備換を行った時の発動機の製造後の総使用時間(Total Time)、「TSO」装備換を行った時の管理に必要な前回オーバーホール後の使用時間 (Time Since Overhaul)。
(3) 前回作業: O/H(オーバーホール)
(4) 出荷日:H30.2.26
3.経 緯
(1) 東邦航空殿で当該エンジンを機体搭載後のグランド・ランにてNo.1P/Sのサージが発生しました。その後、ブリード・バルブを予備品と交換して不適合は解消したため、ブリード・バルブの機能不良と判断しました。 ⇒当会注:「ブリード・バルブ」抽気(air bleed)の為の弁のこと。コンプレッサの中段や後段に抽気弁を設け、低速回転のときに弁を自動的に開き,たまった圧縮空気の一部を大気中に放出させてエンジン・ストールを防ぐ。
(2) H30.3.31 機体運航を開始し、H30.4.6のフライト中にNo.1P/S及びNo.2P/Sの両エンジンでサージが発生しました。
(3) 故障探究にてブリード・バルブの閉位置の点検、その後、No.1P/Sのブリード・バルブの調整/変換、AFCUの減速調整/交換を実施しましたが事象は解消されませんでした。
(4) H30.4.10 群馬防災殿より現地での確認要請があり、H30.4.11 群馬防災殿へ出張致しました.
4.調 査
(1) 機上運転試験
H30.4.11 機上にて以下の運転試験を行い、サージ発生状況を確怒しました。
① グランド・ランでNg:約85%、Nr:100%(両P/Sフルオープン)からNo.2P/Sをグランド・アイドルまで減速したところ、No.1P/S でサージが発生(パン・パン・パンと連続音)し、ITTが上昇(300℃以上)しました。⇒当会注:「Ng」Gas Generatorの回転数(rpm)、「Nr」Main Rotorの回転数(rpm)。
② 機上にてブリード・バルブを交換した際、バルブの閉位置を目視のみで確認し、専用治工具にて記録していなかったため、当社より持参した治工具にてNo.1P/Sのバルブの閉位置を点検しました。その結果、閉位置は規定値(Ng:90.2~92.3%, OAT:21℃)より高め(Ng:92.5%)にセッ卜されており、遅く閉じる側でありました。今回のサージ領域はNg:83~84%であり、バルブが速く閉まる側はサージが発生しにくい側となるため、影響はないと判断しました。 ⇒当会注:「OAT」外気温(Outside Air Temperature)。
③ No.1P/Sフルオープン(Ng:約96.5%)、No.2P/Sアイドル(Ng:約61.0%)でNo.1P/Sをアイドルへ減速時(スロットル操作ゆっくり)にNg:83~84%付近(ブリードバルブ:オープン状態)でサージが発生し、ITTが上昇(800℃超過)しました。 ⇒当会注:「ITT」タービン内部温度(Inter Turbine Temperature)。
以上の結果より、エンジン内部の問題と考えられたため、エンジンを取り下し、工場へ総入することを決定しました。
(2) 社内運転試験
H30.4.18 テストセルでNo.1P/SとNo.2P/Sに対して以下の運転試験を行うと共にサージ発生有無を確認しました。
① リード・バルブ動作確認
作動規定値内でクローズしており、正常に動作しておりました。サージの発生はありませんでした。
・No.1P/S 実測値:Ng 91.7% 規定値:Ng 90.23~92.33% OAT:20.9℃
・No.2P/S 実測値:Ng 90.6% 規定値:Ng 89.60~91.70% OAT:16.5℃
②加速/減速試験
エンジンの加速/減速試験を行いましたが、サージの発生はありませんでした。
③ 性能評価試験
エンジンの性能試験を行いましたが、サージの発生はありませんでした。
なお、エンジンの性能はマニュアル要求値を満足しておりました。
(3) 故障探求試験
上記(2)項での運転試験後、以下の故障探求試験(機上再現試験)を行い、サージ発生有無を確認しました。
以下の試験はブリード・エア・ケース取外し状態(ブリード・バルブのブリード・エアが吸入され易い状態〉で行いました。(添付1参照)
・No.2側Ng:約50%、No.1側Ng:約70%から約90%まで加速した結果、No.1P/Sでサージング発生。(5回中、1回)
・No.2側Ng:約70%、No.1側Ng:約70%から約90%まで加速した結果、No.1P/Sでサージンク発生。(5回中、1回)
その他以下の試験を実施しましたが、No.1P/S、No.2P/Sの何れもサージは発生しませんでした。
・No.2側Ng:グランド・アイドル(約53~55%)、No.1側Ng:約70%から約90%まで加速。
・No.1側Ng:グランド・アイドル(約53~55%)、No.2側Ng:約70%から約90%まで加速。
・No.1側Ng:約50%、No.2側Ng:約70%から約90%まで加速。
・No.1側Ng:約70%、No.2側Ng:約70%から約00%まで加速。
(4) 分解検査
No.1P/SとNo.2P/Sに対して、分解検査を行った結果、以下のとおりでした。
① ブリード・バルブの空気系統点検
ブリード・バルブの開閉に使用する空気系統に異物/閉塞等の異常はありませんでした。
② コンプレッサから燃斜コントロールの空気系統点検
コンプレッサ出口(P3)から燃料コントロール(AFCU)への空気系統に異物/閉塞等の異常はありませんでした。
③ パワータービンガバナー(PTG)、トルクコントロールユニット(TCU)から燃料コントロール(AFCU)への空気系統(Pgライン)に異物/閉塞等の異常はありませんでした。 ⇒当会注:「AFCU」自動燃料管制装置(Automatic Fuel Control Unit)。
④ Gas Generator Caseのボアスコープ点検にてディフューザー入口部に形状異常/閉塞等の異常はありませんでした。
5.エンジン・メーカー(P&WC社)見解
エンジン・メーカーへ機上運転試験、社内運転試験及び故障探求試験における試験データ等の情報を提供し、本不適合の対応方法について情報を得ました。
(1) 空気通路面積
メーカーよりPT6T-3DエンジンでGas Generator Caseを交換した際の標準的なCT VaneとPT Vaneの空気通路面積は、CT Vane:6.50in2、PT Vane:15.55in2で組み合わせているとの情報がありました。この情報は、マニュアル等に記載されていないものであり、今回初めて開示された情報です。⇒当会注:「CT Vane」コンプレッサタービン羽根、「PT Vane」パワータービン羽根。
(2) サージ対応方法
当該エンジンのO/H時の性能検討においては、過去にGas Generator Caseを交換した実績が少なく、又、この部品を交換することで回転数と温度がどのくらい変化するか技術情報がない状況において、O/H作業でGas Generator Caseを交換したことから、CT VaneとPT Vaneを当該エンジンのメーカー製造時に近い値(No.1P/S:6.41 in2、No.2P/S:6.41 in2)のものを組込みました。その後、運転試験を行なった結果、マニュアルの要求を満足する性能が得られ、エンジンを出荷しておりますが、結果的に上記のメーカー標準値よりは狭いCT Vaneとなっておりました。
今回のサージ対策として、CT Vaneの空気通路面積を広げることでサージを解消できるか確怒したところ、CT Vaneを広げることは、コンプレッサ圧力(P3)を減少する方向であり、有効であるが、排気温度が高くなり規定値を越える可能性があり注意が必要、との回答を得ました。 ⇒当会注:CT Vaneを広げると、コンプレッサ圧力も減ることがわかるが、なぜ排気温度が高くなるのかが理解できない。空気が圧縮されれば温度が上がるのでは。
6.考察
サージ発生要因につきましては、以下のとおりと考えます。
(1) 当該エンジンは、前回出荷時(H23年)に、回転数と温度のどちらもO/H出荷規定値内ではあるものの、上限に近い値にて出荷となっておりました。これは部品の継続使用により性能余裕が減っていたためと脅えます。
(2) このため、今回のO/H作業にて、エンジン出力に影響する部品(Gas Generator Case, CT Vane, PT Vane)を交換し、回転数と温度の余絡を確保することと致しました。
(3) このときの性能検討にて、CT Vane,PT Vaneの空気通路面積を当該エンジン新製時に組込まれていた値に近いものを組込み、その後、当該エンジンの運転試験にて、マニュアルに規定される性能を満足していること、又、サージがないことを確認して出荷しております。
(4) 当該エンジンは、性能に影響する主要部品を交換したことで、コンプレッサの圧縮効率が回復しましたが、P3が規定値の上限側となりました。P3が高くなる要因としては、CT Vaneの空気通路面積が相対的に狭いことが考えられます。
(5) コンプレッサの空気流量/空気圧力に対してCT Vaneの空気通路面積が狭いと、空気流量が小さくなり、サージマージンが少ない側になります。一般的に、このような状態で外部からの空気の乱れ(エンジン入口に対する流入空気の流速や温度などの不均一)等を受けると、サージが起こり易くなります。
(6) 社内での故障探求試験にて、ブリード・エア・ケースを取外してサージが発生したのは、ブリード・バルブからの空気を再吸入したことによるものと考えます。この状態は、機上での運転試験でサージが発生した環境に近いものとだと考えます。
7.推定原因
当該エンジンは、サージマージンが少ない側であるため、ブリード・バルブのブリード・エアを再吸入したことにより、サージが発生したと推定します。
8.対応処置
今回のサージ不適合に対して、5.(2)項のメーカー回答に基づき、以下の処置を行います。
(1) CT Vaneの調整
No.1P/SとNo.2P/S共にCT Vaneの空気通路面積を広げる方向に調整(交換)します。その後、エンジンの性能試験及び故障探求試験(4.(3)項)を行います。
(2) PT Vaneの調整
上記(1)項にて、サージの再発及び/又は性能が満足しない場合は、PT Vaneの空気通路面積を広げる方向に:調整(交換)します。
9.スケジュール
当該エンジンの復旧スケジュールは以下の通りです。
・・・表が不明瞭の為、表示できず・・・
=====添付1=====

通常試運転状態(ブリードエアーケース取付け)

故障探求試運転状態(ブリードエアーケース取外し)
=====エンジン不適合報告書=====
<P1>
H30.2.13 MESCO 計-29065A
群馬防災殿 PT6T-3Dエンジン不適合報告書
1.目 的
群馬防災殿PT6T-3Dエンジンの領収運転において発生しました不適合につきまして、御報告致します.
2.対象エンジン
(1) ENG S/N
・PCE-TG0008 (No.1 P/S:CP-PSTH0015, No.2 P/S:CP-PSTH0016, RGB:CP-GBTJ0008)
(2)使用時間/Cycle
・No.1 P/S 2,462:30/7,127:26Hr (8,021/25,653 cyc)
・No.2 P/S 2,462:30/7,127:26Hr (8,021/25,653 cyc)
・RGB 2,462:30/7,127:26Hr (-----/-----)
(3) 整備作業
・O/H(オーバーホール)
3.不適合内容
H30.1.31 当該エンジンの領収運転において、以下の規定値外れが発生しました。
(1) 性能規定値外れ
①タービン温度(@970SHPのみ)
項目 回転数(Ng) 回転数(Ng) タービン温度(TS) タービン温度(TS)
(rpm) 余裕(rpm) (℃) オーバー(℃)
マニュアル規定値 38,500 ―― 1,900 ――
No.1P/S実測値 37,600 -900 1,923 +23
No.2P/S実測値 37.540 -960 1,911 +11
②コンプレッサ圧力(@Ng37,800 rpm)
項目 入口空気流量(W1) コンプレッサ圧力(P3) コンプレッサ圧力(P3)
(pps) (psla) (psla)
No.1P/S規定値 7.00 111.8
No.1P/S実測値 7.00 113.5 1.7
No.2P/S規定値 7.00 112.4
No.2P/S実測値 7.00 114.0 1.6
③トルクメーター・インデックス表(Mo.1P/SとNo.2P/Sの差)
項目 インデックス値 インデックス差
マニュアル規定値 1.0以上~9.0以内 3.5以内
No.1P/S実測値 1.6
No.2P/S実測値 7.5 5.9
4.エンジン性能検討(添付1参照)
今回のO/H作業にあたり、前回出荷時の運転試験データを確認したところ、エンジン回転数/タービン温度のどちらも規定値内ではあるものの、上限に近い値にて出荷となっておりました。これは部品の継続使用による劣化が進んでいたためと考えます。
そのため、今回のO/H作業にて、エンジン出力に影響する部品(Gas Generator Case, CT Vane, PT Vane)を交換(Exchange)し、エンジン回転数/タービン温度の余絡を確保することと致しました。
5.運転データ比較(添付2参照)
前回出荷時と今回運転時の運転データを比較すると、前回出荷時よりエンジン回転数/タービン温度のどちらも規定値上限に対して余裕があり、エンジン性能は回復しておりました。
今回の事象は、エンジンの性能を評価するポイント3箇所のうち、1箇所(@970SHP)がエンジン回転数は規定を満足しているものの、タービン温度が規定を超えておりました。それ以外の2箇所(@1100SHP, @1130 SHP)は、エンジン回転数もタービン温度も規定を満足しておりました。
6.検討及び処置
(1) 性能規定値外れ
当該エンジンは、性能評価ポイント1箇所のみタービン温度が規定を超えておりますが、エンジン回転数は規定に対して十分な余裕(No.1P/S:900rpm, No.2P/S:960rpm)があります。
今回のO/H作業にて、エンジンの性能は大幅に回復しましたが、性能回復のために主要部品を交換したことで、エンジンの性能特性が大きく変化したため、出カが低いポイント(@970SHP)でエンジン回転数は十分に余裕があるものの、タービン温度のみが規定を外れたと考 えます。
これは、タービンノズル(PT Vane)の空気通路面積が狭い側にあるため、エンジン内の燃焼ガス温度が高い側に調整された形となっていることが原因と考えます。
タービン温度を下げるため、以下のとおりタービンノズル(PT Vane)を空気通路面積の広いものに交換することで、エンジン回転数の余裕をタービン温度へ振り向け、タービン温度を規定値内に納めることができると考えます。
また、空気通路面積を広げて回転数が上がることで上流側の圧縮空気の流速も速くなるため、コンブレッサ圧力が低くなりコンブレッサ圧力も規定値内に納めることができると考えます。
PT Vane 当該品 交換品 フローエリア 回転数 温度 回転数 温度
フローエリア値 フローエリア値 変化量 変化量 変化量 余裕 余裕
(in2) (in2) (in2) (rpm) (℃) (rpm) (℃)
No.1P/S 13.612 13.997 +0.385 +323 -27 -577 -4
(=-900+323) (=+23-27)
No.2P/S 13.642 13.989 +0.347 +291 -24 -669 -13
(=-960+291) (=+11-24)
(2) トルクメーター・インデックス(添付3参照)
ア.履歴調査
トルクメーター・インデックスに関係する部品について、今回O/H時と前回出荷時の部品履歴を調査したところ、今回のO/Hにて、いくつかの部品を新品に交換しておりました。また、今回運転時と前回出荷時のインデックス値を比較したところ、No.2P/Sに比べて、No.1P/Sのインデックス値に大きな変化が見られました。
部品名称 今回O/H時 前回出荷時
No.1P/S No.2P/S No.1P/S No.2P/S
10.5 BRG × × 〇 ×
12.5 BRG 〇 × × ×
クラッチギヤ 〇 〇 × ×
No.13 BRG 〇 × × 〇
No.14 BRG 〇 × 〇 ×
ヘリカルキヤ 〇 × × ×
×:継続使用、〇:交換 ⇒当会注:「BRG」ベアリング(Bearing)。
インデックス 今回O/H時 前回出荷時
No.1P/S No.2P/S No.1P/S No.2P/S
実測値 1.6 7.5 4.6 6.6
No.1/No.2差 5.9 2.0
イ.分解調査
トルクメーター・インデックスの値は、ギヤボックス内に組み込まれているヘリカルギヤのスラスト力に比例するものであり、今回の事象(No.1側とNo.2側のインデックス値の差)は、双方のヘリカルギヤの軸方向へのスラスト力に差があることが要因として考えられます。
分解検査にて、ギヤボックスのアウトプットシャフトを手回しにて回転させ、双方のヘリカルギヤのスラスト力を確認したところ、No.2側に比ベてNo.1側のほうが軸方向へのスラスト力が弱い状態であり、差が見られました。
また、双方のヘリカルギヤを入れ替えて手回ししたところ、No.2側に事象が移りました。更に、No.1側(新品)を在庫品(O/H品}と入れ替えて手回ししたとこる、双方のスラスト力は同程度でした。
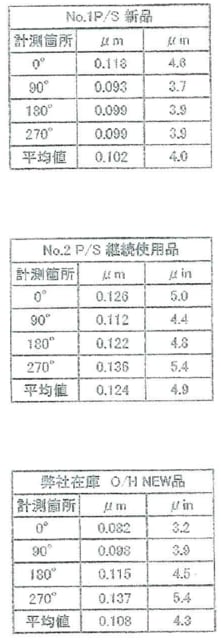
これらのヘリカルギヤについて歯面の表面粗さを計測したところ、No.1側:4.0μin、No.2側:4.9μin、在庫品:4.3μinであり、表面粗さに差が見られました。(添付4参照)
各々のインデックス値はマニュアルの規定値(1.0以上~9.0以内)を満足しているが、双方のインデックス値の差(3.5以内)が規定値を満足していないことから、個々のヘリカルギヤは良好であるが、アウトプットシャフトと組み合わせた際にヘリカルギヤの個体差(歯菌の表面粗さ、歯当たり面積、歯面角度等)により、双方のスラストカが異なったため、インデックス値に差が生じたものと考えます。
上記より、No.1側のヘリカルギヤを在庫品と入れ替えることで、双方のスラスト力がほぼ同じとなり、インデックス値の差が規定値を満足すると考えます。
なお、分解検査にて、トルクメーター・インデックスに関係する部品(BRG,ギヤ,パッキング,シール等)の外観検査/寸法検査等を行いましたが、マニュアルに規定される要求を満足しておりました。
7.今後の予定
今後、当診エンジンについて、以下の作業を実施致します。日程は別途、御調整させて頂きますようお願い致します。
(1) エンジン性能不足(タービン温度/コンブレッサ圧力)
No.1P/S及びNo.2P/Sのタービンノズル(PT Vane)を空気通路面積の広いものに交換致します。
(2) トルクメーター・インデックス
上記6.(2)項の調査結果より、No.1側のヘリカルギヤを在庫品(O/H品)と交換致します。
=====添付1=====
Gas Generator Case/CT Vane/PT Vane説明


Gas Generator Case

CT Vane

PT Vane
=====添付2(2/3)=====


No.1 P/S 性能グラフ比較(前回出荷時/今回運転時)
=====添付2(3/3)=====
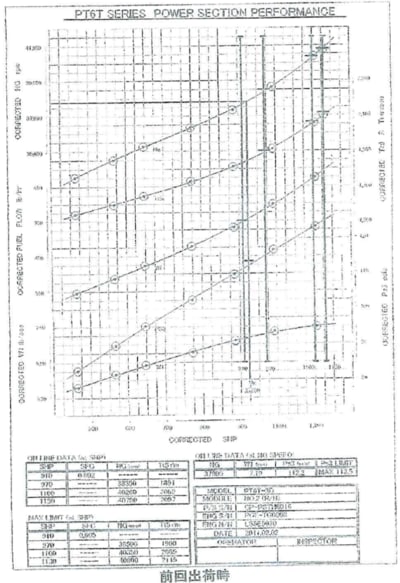
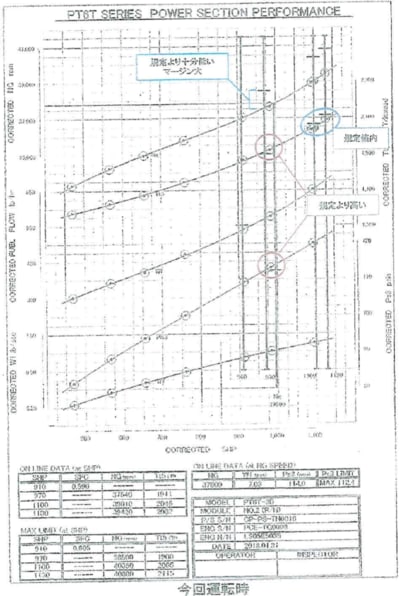
No.2 P/S 性能グラフ比較(前回出荷時/今回運転時)
=====添付3=====
トルクシステム機構説明図

原理:ヘリカル・ギアは、歯が斜めのため、動力(トルク)を伝達するときに軸方向にも力を発生させる。この力を油圧で釣り合わせ、その油圧(トルク圧力)を計測することで間接的にトルクが計測できる。トルクインデックスは、力と油注の関係を示す数値で、数値が小さいほど油圧(トルク圧力)が小さい側であることを示す。
=====添付4=====
群馬防災向けPT 6T3D ヘリカルギア 表面粗さ計測結果



=====PRATT & WHITNEY CANADA=====
<COMPRESSOR STALLS (Surge)>
Compressor Stalls (Surge)
Possible Contributors & Maintenance
コンプレッサ・ストール(サージ現象)
想定される要因とメンテナンス
<COMPRESSOR STALL>
Definition
定義
In a turbine engine, compression is accomplished aerodynamically as the air passes through the stages of the compressor. The air flowing over the compressor airfoils can stall (the same as the air over the wing of an airplane can). When this airfoil stall occurs, the compressor is less effective thus allowing high-pressure air behind the stall, to escape forward through the compressor and out the inlet.
This occurs suddenly and is often quite audible as a loud bang.
Instruments may show high T5 in multiple stalls but, in single stalls, the event is often over so quickly that the instruments do not have time to respond.
タービンエンジンでは、空気が圧縮機の各段を通過する際に空気力学的に圧縮される。コンプレッサのブレード上を流れる空気は失速する可能性がある(飛行機の翼の上の空気と同じ)。 このブレードにストールが発生すると、圧縮機の効率が低下し、ストール箇所の後方にある高圧空気が圧縮機を通って前方に逃げる現象が起きる。これは突然発生し、多くの場合、大きな音として聞こえる。計器は複数のストール発生で高い温度を示すことがあるが、単一のストールでは、事象はしばしば非常に早すぎるため、計器が応答する時間がない。

P&WC Proprietary Information
<COMPRESSOR STALL CONTRIBUTORS>
Compressor FOD, cleanliness, erosion
<コンプレッサ・ストールの発生要因>
コンプレッサへの鳥の衝突など外部要因ダメージ(Foreign Object Damage :FOD)、コンプレッサ構成部品の摩耗、汚れ、腐食.

Issue
課題
Dirty, eroded or damaged blades reduce efficiency of compressor
Higher compressor stall risk
Poor fuel efficiency
Reduced ITT margins
汚れ、腐食、破損したブレードは圧縮機の効率を低下させる。
・圧縮機失速のリスクが高い
・燃費が悪い
・ITT(タービン排ガス温度)マージンの削減
Solutions
解決策
Performance Recovery Washes per EMM
Make it a point to inspect inlet for cleanliness following engine washes
May have to adjust wash schedule when using new environment friendly cleaning products
・Every Monday Matter(毎週月曜日毎)の機能回復洗浄
・エンジン洗浄後の吸気口の清浄度の点検実施
・環境に優しいクリーニング用新製品を使用する際には洗浄スケジュール調整が必要

Refer to Maintenance Manual for damage
損傷についてはメンテナンスマニュアル参照
Compressor inspection requirement
Min requirement 300 hrs/12 mth + every inlet screen removal.
Inspect more often if operating in highly erosive or impact laden environments
Compressor must be clean for proper inspection
コンプレッサ検査要件
・最小必要条件300時間/12カ月+すべてのインレットスクリーン除去
・高度に腐食され易い環境や影響の大きい環境で運転する場合は、より頻繁に点検すること
・適切な検査のためにコンプレッサーは清潔であること

Remove Rough (Feathered) Edges
エッジ部分が粗くなったら(毛羽立ったら)交換が必要

Compressor Blade Erosion
コンプレッサブレード腐食
COLD SECTION 2.6
**********
■エンジン・メーカーの資料に明記されている通り、ターボシャフトエンジンは、内部の汚れや摩耗、腐食などでタービンブレードの表面が粗くなると、エンジンのストール現象を発し易くなるため、小まめに洗浄し、点検する必要があるようです。
果たして、群馬県や東邦航空ではどの程度きちんとメンテナンスをやっていたのでしょうか。老朽化した機材であれば尚のこそ、丁寧な保守作業が求められます。
もうすぐ新しい機材を導入するから、あまり手を掛けずにおこう、などと、よもや考えてはいなかったでしょうが、事故の真相究明には、ぜひ予断を許さない公平、公明な立場で、第三者による調査を粛々と進めてほしいと思います。
【市民オンブズマン群馬事務局からの報告】
※参考記事「墜落した防災ヘリの回収作業」
**********産経2018年10月15日 (月) 10:48配信
墜落の群馬県防災ヘリ 機体をつり上げて回収

↑群馬県の防災ヘリコプターが山中に墜落し、機体残骸を調べる県警の捜査員ら=9月11日午後1時13分、群馬県中之条町↑

↑梱包された墜落ヘリの機体=15日午前、長野県山ノ内町(糸魚川千尋撮影)↑

↑梱包には、機体のどの部分かラベルが貼られていた=15日、長野県山ノ内町(糸魚川千尋撮影)↑

↑梱包された機体をつり上げるヘリコプター=15日午前、群馬県中之条町↑

↑梱包された墜落ヘリコプターの機体を降ろすヘリ=15日午前、長野県山ノ内町(糸魚川千尋撮影)↑

↑トラックに積み込まれる墜落したヘリの機体=15日午前、群馬県中之条町↑
群馬県の防災ヘリコプター「はるな」が8月に墜落し、搭乗員9人全員が死亡した事故で、県は15日、中之条町の横手山付近斜面に残されたままだった機体をつり上げて回収した。
機体は険しい山中に墜落したため、回収に時間がかかっていた。県は降雪前の回収を目指し、委託業者が10月初旬から現場の木を伐採し、機体を切断して8個の梱包(こんぽう)に分けていた。
午前8時30分ごろから梱包を大型ヘリでつり上げ、現場から南に約1・3キロ離れた駐車場に降ろし、トラック4台で群馬ヘリポート(前橋市)に運搬。今後、県警や運輸安全委員会が機体を詳しく調べる。
県保安課の福島計之次長は「無事に機体を回収することができた。今後の調査で、一日も早く事故の原因が究明できることを期待している」と話した。
**********読売新聞2018年10月15日 11時49分
墜落したままの防災ヘリ、雪降る前に残骸を回収

↑ヘリを使って回収される、8月に墜落した群馬県防災ヘリ「はるな」の機体の残骸(15日午前8時53分、群馬県中之条町で、読売ヘリから)=守谷遼平撮影↑
群馬県中之条町の横手山(2307メートル)の東麓に8月、県の防災ヘリ「はるな」が墜落し、乗員9人全員が死亡した事故で、県は15日午前、大型ヘリを使って現場の山中に残ったままになっていた事故機を回収した。
機体の残骸は、水平方向約60メートルにわたって散乱していたため、事前にシートで8個に分けて梱包(こんぽう)県が委託した航空会社の大型ヘリが15日午前8時半過ぎから約30分かけ、現場からつり上げて、約1・3キロ離れた国道292号沿いの駐車場までピストン輸送した。機体は大型トラックで群馬ヘリポート(前橋市)の格納庫に運んで保管し、県警と国の運輸安全委員会が事故原因究明のため調べる。
事故は8月10日午前に発生した。現場は急峻(きゅうしゅん)な斜面で木々も生い茂っていたことから、県は今月2日から周辺の樹木を伐採する作業を進め、降雪期前の回収を目指していた。
**********朝日新聞デジタル2018年10月15日12時58分
墜落した群馬の防災ヘリ、機体回収 原因解明に向け調査

↑墜落した群馬県の防災ヘリ「はるな」の機体の一部を搬送する大型ヘリ=2018年10月15日午前8時45分、群馬県中之条町、仙波理撮影↑

↑梱包されて回収された群馬県の防災ヘリ「はるな」の機体の一部を調べる運輸安全委の係官ら=2018年10月15日午前9時5分、群馬県中之条町、仙波理撮影↑

↑墜落現場から回収され、トラックに積み込まれる群馬県の防災ヘリ「はるな」の機体の一部=2018年10月15日午前9時19分、群馬県中之条町、仙波理撮影↑
8月に墜落した群馬県の防災ヘリコプター「はるな」の機体が15日朝、墜落現場の同県中之条町の山林から回収された。事故では、山岳遭難に備えて視察中の消防隊員ら乗員9人全員が死亡した。今後、国の運輸安全委員会や県警などが事故原因の解明に向けて機体を調べる。 (森岡航平)
**********日経2018/10/15 13:22 (2018/10/15 13:23更新)
墜落防災ヘリの機体回収作業 群馬の9人死亡事故
群馬県の防災ヘリコプター「はるな」が8月に墜落し、9人が死亡した事故で、県は15日、同県中之条町の山中に残されたままだった機体の回収作業を始めた。

↑梱包された機体を運ぶヘリコプター(15日午前、群馬県中之条町)=共同↑
現場であらかじめ切断、梱包された機体を別のヘリでつり上げて約1.3キロ離れた場所まで搬送し、トラックに積み込んだ。同日午後に前橋市の群馬ヘリポートにある県防災航空隊の格納庫へ移し、その後に運輸安全委員会や県警が墜落時の状況や原因を詳しく調べる。
県消防保安課の福島計之次長は報道陣に「一日も早く事故原因が究明できることを期待している」と述べた。
機体は険しい山中に墜落したため、回収に時間がかかっていた。県は降雪前の回収を目指し、委託業者が10月初旬から現場の木の伐採や機体の切断、梱包作業を進めていた。
防災ヘリは8月10日、群馬、長野、新潟県境の稜線(りょうせん)の視察に向かい墜落。搭乗していた県防災航空隊と吾妻広域消防本部の9人全員が死亡した。〔共同〕
**********NHK NEWS WEB 2018年10月15日 17時30分
9人死亡の防災ヘリ事故 機体を回収 原因解明へ 群馬
ことし8月、群馬県中之条町の山中に県の防災ヘリコプターが墜落し9人が死亡した事故で、現場に残されていた機体が15日、別のヘリコプターによって回収されました。警察が回収した機体などを調べて業務上過失致死の疑いで捜査するほか、国の運輸安全委員会も事故原因の解明を進めることにしています。
ことし8月、群馬県中之条町の山中で登山道の視察のため飛行していた群馬県の防災ヘリコプター「はるな」が墜落し、乗っていた県の防災航空隊の隊員と地元の消防署員合わせて9人が死亡しました。
県は、現場に残された機体をシートで包むなどして回収作業に向けた準備を進めてきました。
そして、15日午前8時半ごろから県の委託を受けた民間のヘリコプターが機体をつり上げて回収する作業を始めました。
作業は複数回にわけて行われ、機体は1キロ余り離れた山あいの駐車場にいったん下ろされたあと、トラックに積み替えられ前橋市内の保管場所に運ばれました。
この事故では、GPSの位置情報の記録などから、防災ヘリが低空飛行を繰り返したあとUターンするように急旋回し、山の斜面に衝突したと見られています。
今後、警察は回収した機体や当時、乗員らが撮影していたカメラの映像などを詳しく調べて、業務上過失致死の疑いで捜査する方針です。
また、国の運輸安全委員会も16日、改めて航空事故調査官を派遣して、機体の損傷状況などを確認し、事故原因の解明を進めることにしています。
群馬県消防保安課の福島計之次長は「警察の捜査や国の運輸安全委員会の調査で、一日も早く事故原因を究明してほしい。遺族が要望している機体の公開については今後、検討していきたい」と話していました。
**********東京新聞2018年10月16日
県防災ヘリ回収 急斜面での作業 無事終了に安ど

↑回収した機体の一部を降ろすヘリコプター=中之条町で↑
県の防災ヘリコプター「はるな」が八月、中之条町の山中に墜落し乗員九人が死亡した事故で、県は十五日、現場に残っていた機体を別のヘリで回収した。同町の渋峠駐車場では、梱包(こんぽう)した機体をトラックに積み込む作業が行われ、県職員らが作業の様子を見守った。 (市川勘太郎、菅原洋)
午前八時二十五分ごろ、回収を委託されたヘリ運航会社「朝日航洋」(東京)のヘリが、墜落現場の調査飛行のため待機場所の志賀高原総合会館98(長野県山ノ内町)を離陸。作業が可能な天候だったことから同三十一分から回収作業を始めた。
ヘリは現場と同駐車場を計六往復し、ブルーシートに包まれた大小八個の機体の一部を搬出。午前九時二分に降ろす作業を終え、作業員らがクレーン付きのトラック四台に積み込んだ。
県消防保安課の福島計之次長は「現場で霧が出ていたので、状況を見ながら作業を進めた。無事に終わりほっとしている」と話した。
委託業者は機体回収のため、十月一日に入山し、同二日から作業を開始。七人ほどの作業員が木の伐採や機体をブルーシートで梱包し、七日にすべての作業を終えていた。福島次長は機体回収で困難だったのは「現場の傾斜が三五度もあったこと」と振り返った。事故の遺族から機体の公開を求める声があることについては「(遺族からの)意向は聞いている。ただ、県警の捜査もあるので現状では何とも言えない」と話した。
一方、前橋市下阿内町の群馬ヘリポートには十五日午後二時十分ごろ、機体の一部を複数に分けて積んだトラック四台が到着。県防災航空隊の格納庫へ順番に入り、作業員たちが約五十分かけてクレーンで荷台から一つずつ降ろした。
**********上毛新聞2018年11月16日一面
墜落機体を回収

県防災ヘリコプター「はるな」が8月に中之条町の山中に墜落し、9人が死亡した事故で、県は15日、墜落現場に残されたままだった機体を回収した。機体は陸路で前橋市の群馬ヘリポートに運ばれた。今後、運輸安全委員会や県警が詳しい事故原因を調べる。〔関連記事21面〕
大型ヘリが同日午前8時半ごろから、現場であらかじめ切断、梱包(こんぽう)された機体を搬出した=写真。ヘリが現場から約1・3キロ離れた駐車場まで運び、その後、4台のトラックがヘリポートに搬送した。
県防災ヘリは8月10日午前、「ぐんま県境稜線(りょうせん)トレイル」の視察に向かい墜落。搭乗していた県防災航空隊と吾妻広域消防本部の9人全員が死亡した。
防災ヘリ 日誌搭載せず運搬 県、航空法違反疑い報告
県防災ヘリコプター「はるな」の墜落事故で、事故機が当日、気体の整備状況を記録した航空日誌を搭載せずに運航していたことが15日、関係者への取材で分かった。操縦士が資格を持つことを示す技能証明書などを飛行中に所持していなかったことも判明。県は日誌の搭載や証明書の携帯を義務付けた航空法などに違反する疑いがあるとして、国に報告する。
防災ヘリを巡っては、事前に国に提出した飛行計画と異なる運航を、昨年4月から事故機を含め約290回行っていたことが判明している。運航委託先の東邦航空(東京)とともに、改めて安全管理体制の不備が問われそうだ。
航空日誌は突然の機体の故障など緊急事態に備えるため、航空法に基づき飛行中は機内に常備するよう義務付けられている。東邦航空は昨年11月、上野村で自社機が墜落事故を起こした際、航空日誌に機体の不具合などを記載しておらず、国土交通省から事業改善命令を受けている。
関係者によると、航空日誌は事故後、県の事務所内で見つかった。技能証明書や操縦に必要な心身状態かを示す航空身体検査証明書、無線を使うのに必要な無線従事者免許証は当日の担当操縦士のカバンに遺されていたという。
東邦航空は取材に「事実関係を調査しているが、現段階では何も答えられない」、県は「コメントできない」とした。
**********上毛新聞2018年11月16日社会面
墜落ヘリ回収 原因究明へ調査加速 遺族、機体公開を要望

山岳救助の経験豊富な県防災航空隊員ら9人の命が失われた県防災ヘリコプター「はるな」の墜落事故から約2カ月。中之条町の山中に残されたままになっていた機体は15日、墜落現場から引き上げられ、群馬ヘリポート(前橋市)にある同隊の格納庫に移された。遺族からは改めて、原因究明を求める声や機体の公開を望む声が上がった。
引き上げ作業は、気温2度と真冬を思わせる寒さの中で行われた。立ち会った県消防保安課の福島計之次長は「無事に回収することができた。今後は運輸安全委員会と警察による調査が行われる。一日も早く事故原因が究明できることを期待している」と述べた。一部の遺族から機体公開の要望が出ていることについては、「意向があるとは聞いているが、捜査などがある。現時点では何とも言えない」とした。
事故当時、警察や消防の捜索拠点となった渋峠ホテル(長野県山ノ内町)の男性経営者(80)は作業を見つめ、「墜落時は指揮本部ができて大変だった。もう2カ月たったのかと思う」と振り返った。
トラックに積まれた機体は午後2時すぎ、群馬ヘリポートに到着。荷台からクレーンでつり上げられ、県防災航空隊の格納庫に搬入された。国の運輸安全委員会や県警は今後、機体を詳しく調べるとともに、隊員らが身に着けていたカメラの映像などを分析し事故原因を調べる。
亡くなった吾妻広域消防本部の消防隊員の親族の男性は「機体が回収されたからといって、つらい気持ちはなくならない。事故原因はすぐには判明せず長期戦になるだろうが、原因究明を求めていきたい」と話した。別の遺族の男性は機体について「見たいような見なくないような複雑な気持ち。見たいという遺族には公開しても良いのではないか。県には遺族の思いをくんだ対応をしてほしい」と要望した。
ヘリは険しい山中に墜落したため、機体の回収に時間がかかっていた。県は降雪前の回収を目指し、委託業者が今月初めから周囲の木を伐採するなどして準備を進めてきた。
**********産経2018年9月25日 20:52
群馬・防災ヘリ墜落、飛行計画と異なるフライト293回 不適切な運航体制が常態化
搭乗員9人が全員死亡した群馬県の防災ヘリコプター墜落事故で、県は25日、昨年4月から事故直前まで、ヘリが国に提出した飛行計画と異なるフライトを293回行っていたと明らかにした。県が業務委託していた東邦航空(東京都)社員らへの聴取などから判明。県は同日、国土交通省に報告した。
県によると、不適切な飛行計画の提出は、同期間のフライトの約76%で行われていた。計画の作成、提出やヘリの到着通知などの運航管理業務は主に東邦航空社員3人が行っていた。
このうち60代の男性社員は県防災航空隊が発足した平成9年から、「(ヘリが)途中経路上の離着陸場所でエンジンを停止しない場合は、当該場所を飛行計画に記入する必要はない」と誤認し続けていた。
社員は事故当日の8月10日、ヘリが実際には群馬ヘリポート(前橋市)に到着していないのに、独断で国交省に対して到着通知を行っていた。
県は、不適切な運航体制が常態化していたと認め、今後の防災航空体制のあり方を検討する委員会を設置。安全管理について全面的に検証する方針だ。
**********
一方、当会では、いち早く墜落の原因を究明すべく、群馬県に10件の情報開示を求めていましたが、残念ながら秘密体質の行政だけに、開示されたのは今年の4月から修理や調整をしていた経緯を示す不適合報告書など4件のみで、肝心の運航管理関連情報については5件すべてが開示拒否されてしまい、1件が不存在とされました。
この群馬県防災ヘリ墜落に関するブログ記事は次を参照ください。
〇2018年8月14日:防災ヘリ墜落事故の原因究明を裏付ける情報開示を群馬県に請求↓
https://pink.ap.teacup.com/ogawaken/2726.html
〇2018年8月16日;【速報】防災ヘリ墜落事故で明らかになった群馬県の航空法違反のズサン管理で国交省から厳重指導↓
https://pink.ap.teacup.com/ogawaken/2727.html
〇2018年8月24日:防災ヘリ墜落事故の原因究明を裏付ける情報開示請求に対し県が早くもよこした2か月の開示延長通知↓
https://pink.ap.teacup.com/ogawaken/2736.html
〇2018年10月15日:防災ヘリ墜落事故の情報を2か月ぶりに一部分のみ開示してきた群馬県↓
https://pink.ap.teacup.com/ogawaken/2780.html
■今回は、具合の悪かったエンジンの整備や調整に関する2件の不適合報告書を詳しく見て行きたいと思います。
その前に、ヘリコプターの飛行特性とエンジンの仕組みについて、少しおさらいをしましょう。次のURLをご覧ください。
※参考URL:ヘリコプターが飛行する仕組みとは?↓
https://www.youtube.com/watch?v=NqOgC2Mycf0&t=4s
※参考URL:ヘリコプターのエンジンを理解する「ターボシャフトエンジン」↓
https://www.youtube.com/watch?v=CR0voZGgMis&pbjreload=10
それでは、不適合報告書を見てみましょう。
*****エンジン サージ不適合報告書*****
<表紙>
H30.5.7 MESCO 計-30012
MHIエアロエンジンサービス㈱
群馬防災殿
東邦航空株式会社殿
PT6T-3Dエンジン サージ不適合報告書
MHI Aero Engine Service Co., Ltd.
<P1>
H30.5.7 MESCO 計-30012
群馬防災殿 PT6T-3Dエンジン サージ不適合報告書
1.目的
群馬防災殿 PT6T-30エンジンにおいて発生しましたサージ不適合につきまして、御報告致します。
2.対象エンジン
(1) ENG S/N:PCE-TG0006 (No.1 P/S:CP-PSTH0015,No.2 P/S:CP-PSTH0016, RGB:CP-GBTJ0008) ⇒当会注:「P/S」動力部(Power Section)。本エンジンは2基のタービンから構成。
(2) 使用時間:23:00/7,150:26 hr (TSO/TT) ⇒当会注:「TT」装備換を行った時の発動機の製造後の総使用時間(Total Time)、「TSO」装備換を行った時の管理に必要な前回オーバーホール後の使用時間 (Time Since Overhaul)。
(3) 前回作業: O/H(オーバーホール)
(4) 出荷日:H30.2.26
3.経 緯
(1) 東邦航空殿で当該エンジンを機体搭載後のグランド・ランにてNo.1P/Sのサージが発生しました。その後、ブリード・バルブを予備品と交換して不適合は解消したため、ブリード・バルブの機能不良と判断しました。 ⇒当会注:「ブリード・バルブ」抽気(air bleed)の為の弁のこと。コンプレッサの中段や後段に抽気弁を設け、低速回転のときに弁を自動的に開き,たまった圧縮空気の一部を大気中に放出させてエンジン・ストールを防ぐ。
(2) H30.3.31 機体運航を開始し、H30.4.6のフライト中にNo.1P/S及びNo.2P/Sの両エンジンでサージが発生しました。
(3) 故障探究にてブリード・バルブの閉位置の点検、その後、No.1P/Sのブリード・バルブの調整/変換、AFCUの減速調整/交換を実施しましたが事象は解消されませんでした。
(4) H30.4.10 群馬防災殿より現地での確認要請があり、H30.4.11 群馬防災殿へ出張致しました.
4.調 査
(1) 機上運転試験
H30.4.11 機上にて以下の運転試験を行い、サージ発生状況を確怒しました。
① グランド・ランでNg:約85%、Nr:100%(両P/Sフルオープン)からNo.2P/Sをグランド・アイドルまで減速したところ、No.1P/S でサージが発生(パン・パン・パンと連続音)し、ITTが上昇(300℃以上)しました。⇒当会注:「Ng」Gas Generatorの回転数(rpm)、「Nr」Main Rotorの回転数(rpm)。
② 機上にてブリード・バルブを交換した際、バルブの閉位置を目視のみで確認し、専用治工具にて記録していなかったため、当社より持参した治工具にてNo.1P/Sのバルブの閉位置を点検しました。その結果、閉位置は規定値(Ng:90.2~92.3%, OAT:21℃)より高め(Ng:92.5%)にセッ卜されており、遅く閉じる側でありました。今回のサージ領域はNg:83~84%であり、バルブが速く閉まる側はサージが発生しにくい側となるため、影響はないと判断しました。 ⇒当会注:「OAT」外気温(Outside Air Temperature)。
③ No.1P/Sフルオープン(Ng:約96.5%)、No.2P/Sアイドル(Ng:約61.0%)でNo.1P/Sをアイドルへ減速時(スロットル操作ゆっくり)にNg:83~84%付近(ブリードバルブ:オープン状態)でサージが発生し、ITTが上昇(800℃超過)しました。 ⇒当会注:「ITT」タービン内部温度(Inter Turbine Temperature)。
以上の結果より、エンジン内部の問題と考えられたため、エンジンを取り下し、工場へ総入することを決定しました。
(2) 社内運転試験
H30.4.18 テストセルでNo.1P/SとNo.2P/Sに対して以下の運転試験を行うと共にサージ発生有無を確認しました。
① リード・バルブ動作確認
作動規定値内でクローズしており、正常に動作しておりました。サージの発生はありませんでした。
・No.1P/S 実測値:Ng 91.7% 規定値:Ng 90.23~92.33% OAT:20.9℃
・No.2P/S 実測値:Ng 90.6% 規定値:Ng 89.60~91.70% OAT:16.5℃
②加速/減速試験
エンジンの加速/減速試験を行いましたが、サージの発生はありませんでした。
③ 性能評価試験
エンジンの性能試験を行いましたが、サージの発生はありませんでした。
なお、エンジンの性能はマニュアル要求値を満足しておりました。
(3) 故障探求試験
上記(2)項での運転試験後、以下の故障探求試験(機上再現試験)を行い、サージ発生有無を確認しました。
以下の試験はブリード・エア・ケース取外し状態(ブリード・バルブのブリード・エアが吸入され易い状態〉で行いました。(添付1参照)
・No.2側Ng:約50%、No.1側Ng:約70%から約90%まで加速した結果、No.1P/Sでサージング発生。(5回中、1回)
・No.2側Ng:約70%、No.1側Ng:約70%から約90%まで加速した結果、No.1P/Sでサージンク発生。(5回中、1回)
その他以下の試験を実施しましたが、No.1P/S、No.2P/Sの何れもサージは発生しませんでした。
・No.2側Ng:グランド・アイドル(約53~55%)、No.1側Ng:約70%から約90%まで加速。
・No.1側Ng:グランド・アイドル(約53~55%)、No.2側Ng:約70%から約90%まで加速。
・No.1側Ng:約50%、No.2側Ng:約70%から約90%まで加速。
・No.1側Ng:約70%、No.2側Ng:約70%から約00%まで加速。
(4) 分解検査
No.1P/SとNo.2P/Sに対して、分解検査を行った結果、以下のとおりでした。
① ブリード・バルブの空気系統点検
ブリード・バルブの開閉に使用する空気系統に異物/閉塞等の異常はありませんでした。
② コンプレッサから燃斜コントロールの空気系統点検
コンプレッサ出口(P3)から燃料コントロール(AFCU)への空気系統に異物/閉塞等の異常はありませんでした。
③ パワータービンガバナー(PTG)、トルクコントロールユニット(TCU)から燃料コントロール(AFCU)への空気系統(Pgライン)に異物/閉塞等の異常はありませんでした。 ⇒当会注:「AFCU」自動燃料管制装置(Automatic Fuel Control Unit)。
④ Gas Generator Caseのボアスコープ点検にてディフューザー入口部に形状異常/閉塞等の異常はありませんでした。
5.エンジン・メーカー(P&WC社)見解
エンジン・メーカーへ機上運転試験、社内運転試験及び故障探求試験における試験データ等の情報を提供し、本不適合の対応方法について情報を得ました。
(1) 空気通路面積
メーカーよりPT6T-3DエンジンでGas Generator Caseを交換した際の標準的なCT VaneとPT Vaneの空気通路面積は、CT Vane:6.50in2、PT Vane:15.55in2で組み合わせているとの情報がありました。この情報は、マニュアル等に記載されていないものであり、今回初めて開示された情報です。⇒当会注:「CT Vane」コンプレッサタービン羽根、「PT Vane」パワータービン羽根。
(2) サージ対応方法
当該エンジンのO/H時の性能検討においては、過去にGas Generator Caseを交換した実績が少なく、又、この部品を交換することで回転数と温度がどのくらい変化するか技術情報がない状況において、O/H作業でGas Generator Caseを交換したことから、CT VaneとPT Vaneを当該エンジンのメーカー製造時に近い値(No.1P/S:6.41 in2、No.2P/S:6.41 in2)のものを組込みました。その後、運転試験を行なった結果、マニュアルの要求を満足する性能が得られ、エンジンを出荷しておりますが、結果的に上記のメーカー標準値よりは狭いCT Vaneとなっておりました。
今回のサージ対策として、CT Vaneの空気通路面積を広げることでサージを解消できるか確怒したところ、CT Vaneを広げることは、コンプレッサ圧力(P3)を減少する方向であり、有効であるが、排気温度が高くなり規定値を越える可能性があり注意が必要、との回答を得ました。 ⇒当会注:CT Vaneを広げると、コンプレッサ圧力も減ることがわかるが、なぜ排気温度が高くなるのかが理解できない。空気が圧縮されれば温度が上がるのでは。
6.考察
サージ発生要因につきましては、以下のとおりと考えます。
(1) 当該エンジンは、前回出荷時(H23年)に、回転数と温度のどちらもO/H出荷規定値内ではあるものの、上限に近い値にて出荷となっておりました。これは部品の継続使用により性能余裕が減っていたためと脅えます。
(2) このため、今回のO/H作業にて、エンジン出力に影響する部品(Gas Generator Case, CT Vane, PT Vane)を交換し、回転数と温度の余絡を確保することと致しました。
(3) このときの性能検討にて、CT Vane,PT Vaneの空気通路面積を当該エンジン新製時に組込まれていた値に近いものを組込み、その後、当該エンジンの運転試験にて、マニュアルに規定される性能を満足していること、又、サージがないことを確認して出荷しております。
(4) 当該エンジンは、性能に影響する主要部品を交換したことで、コンプレッサの圧縮効率が回復しましたが、P3が規定値の上限側となりました。P3が高くなる要因としては、CT Vaneの空気通路面積が相対的に狭いことが考えられます。
(5) コンプレッサの空気流量/空気圧力に対してCT Vaneの空気通路面積が狭いと、空気流量が小さくなり、サージマージンが少ない側になります。一般的に、このような状態で外部からの空気の乱れ(エンジン入口に対する流入空気の流速や温度などの不均一)等を受けると、サージが起こり易くなります。
(6) 社内での故障探求試験にて、ブリード・エア・ケースを取外してサージが発生したのは、ブリード・バルブからの空気を再吸入したことによるものと考えます。この状態は、機上での運転試験でサージが発生した環境に近いものとだと考えます。
7.推定原因
当該エンジンは、サージマージンが少ない側であるため、ブリード・バルブのブリード・エアを再吸入したことにより、サージが発生したと推定します。
8.対応処置
今回のサージ不適合に対して、5.(2)項のメーカー回答に基づき、以下の処置を行います。
(1) CT Vaneの調整
No.1P/SとNo.2P/S共にCT Vaneの空気通路面積を広げる方向に調整(交換)します。その後、エンジンの性能試験及び故障探求試験(4.(3)項)を行います。
(2) PT Vaneの調整
上記(1)項にて、サージの再発及び/又は性能が満足しない場合は、PT Vaneの空気通路面積を広げる方向に:調整(交換)します。
9.スケジュール
当該エンジンの復旧スケジュールは以下の通りです。
・・・表が不明瞭の為、表示できず・・・
=====添付1=====
通常試運転状態(ブリードエアーケース取付け)
故障探求試運転状態(ブリードエアーケース取外し)
=====エンジン不適合報告書=====
<P1>
H30.2.13 MESCO 計-29065A
群馬防災殿 PT6T-3Dエンジン不適合報告書
1.目 的
群馬防災殿PT6T-3Dエンジンの領収運転において発生しました不適合につきまして、御報告致します.
2.対象エンジン
(1) ENG S/N
・PCE-TG0008 (No.1 P/S:CP-PSTH0015, No.2 P/S:CP-PSTH0016, RGB:CP-GBTJ0008)
(2)使用時間/Cycle
・No.1 P/S 2,462:30/7,127:26Hr (8,021/25,653 cyc)
・No.2 P/S 2,462:30/7,127:26Hr (8,021/25,653 cyc)
・RGB 2,462:30/7,127:26Hr (-----/-----)
(3) 整備作業
・O/H(オーバーホール)
3.不適合内容
H30.1.31 当該エンジンの領収運転において、以下の規定値外れが発生しました。
(1) 性能規定値外れ
①タービン温度(@970SHPのみ)
項目 回転数(Ng) 回転数(Ng) タービン温度(TS) タービン温度(TS)
(rpm) 余裕(rpm) (℃) オーバー(℃)
マニュアル規定値 38,500 ―― 1,900 ――
No.1P/S実測値 37,600 -900 1,923 +23
No.2P/S実測値 37.540 -960 1,911 +11
②コンプレッサ圧力(@Ng37,800 rpm)
項目 入口空気流量(W1) コンプレッサ圧力(P3) コンプレッサ圧力(P3)
(pps) (psla) (psla)
No.1P/S規定値 7.00 111.8
No.1P/S実測値 7.00 113.5 1.7
No.2P/S規定値 7.00 112.4
No.2P/S実測値 7.00 114.0 1.6
③トルクメーター・インデックス表(Mo.1P/SとNo.2P/Sの差)
項目 インデックス値 インデックス差
マニュアル規定値 1.0以上~9.0以内 3.5以内
No.1P/S実測値 1.6
No.2P/S実測値 7.5 5.9
4.エンジン性能検討(添付1参照)
今回のO/H作業にあたり、前回出荷時の運転試験データを確認したところ、エンジン回転数/タービン温度のどちらも規定値内ではあるものの、上限に近い値にて出荷となっておりました。これは部品の継続使用による劣化が進んでいたためと考えます。
そのため、今回のO/H作業にて、エンジン出力に影響する部品(Gas Generator Case, CT Vane, PT Vane)を交換(Exchange)し、エンジン回転数/タービン温度の余絡を確保することと致しました。
5.運転データ比較(添付2参照)
前回出荷時と今回運転時の運転データを比較すると、前回出荷時よりエンジン回転数/タービン温度のどちらも規定値上限に対して余裕があり、エンジン性能は回復しておりました。
今回の事象は、エンジンの性能を評価するポイント3箇所のうち、1箇所(@970SHP)がエンジン回転数は規定を満足しているものの、タービン温度が規定を超えておりました。それ以外の2箇所(@1100SHP, @1130 SHP)は、エンジン回転数もタービン温度も規定を満足しておりました。
6.検討及び処置
(1) 性能規定値外れ
当該エンジンは、性能評価ポイント1箇所のみタービン温度が規定を超えておりますが、エンジン回転数は規定に対して十分な余裕(No.1P/S:900rpm, No.2P/S:960rpm)があります。
今回のO/H作業にて、エンジンの性能は大幅に回復しましたが、性能回復のために主要部品を交換したことで、エンジンの性能特性が大きく変化したため、出カが低いポイント(@970SHP)でエンジン回転数は十分に余裕があるものの、タービン温度のみが規定を外れたと考 えます。
これは、タービンノズル(PT Vane)の空気通路面積が狭い側にあるため、エンジン内の燃焼ガス温度が高い側に調整された形となっていることが原因と考えます。
タービン温度を下げるため、以下のとおりタービンノズル(PT Vane)を空気通路面積の広いものに交換することで、エンジン回転数の余裕をタービン温度へ振り向け、タービン温度を規定値内に納めることができると考えます。
また、空気通路面積を広げて回転数が上がることで上流側の圧縮空気の流速も速くなるため、コンブレッサ圧力が低くなりコンブレッサ圧力も規定値内に納めることができると考えます。
PT Vane 当該品 交換品 フローエリア 回転数 温度 回転数 温度
フローエリア値 フローエリア値 変化量 変化量 変化量 余裕 余裕
(in2) (in2) (in2) (rpm) (℃) (rpm) (℃)
No.1P/S 13.612 13.997 +0.385 +323 -27 -577 -4
(=-900+323) (=+23-27)
No.2P/S 13.642 13.989 +0.347 +291 -24 -669 -13
(=-960+291) (=+11-24)
(2) トルクメーター・インデックス(添付3参照)
ア.履歴調査
トルクメーター・インデックスに関係する部品について、今回O/H時と前回出荷時の部品履歴を調査したところ、今回のO/Hにて、いくつかの部品を新品に交換しておりました。また、今回運転時と前回出荷時のインデックス値を比較したところ、No.2P/Sに比べて、No.1P/Sのインデックス値に大きな変化が見られました。
部品名称 今回O/H時 前回出荷時
No.1P/S No.2P/S No.1P/S No.2P/S
10.5 BRG × × 〇 ×
12.5 BRG 〇 × × ×
クラッチギヤ 〇 〇 × ×
No.13 BRG 〇 × × 〇
No.14 BRG 〇 × 〇 ×
ヘリカルキヤ 〇 × × ×
×:継続使用、〇:交換 ⇒当会注:「BRG」ベアリング(Bearing)。
インデックス 今回O/H時 前回出荷時
No.1P/S No.2P/S No.1P/S No.2P/S
実測値 1.6 7.5 4.6 6.6
No.1/No.2差 5.9 2.0
イ.分解調査
トルクメーター・インデックスの値は、ギヤボックス内に組み込まれているヘリカルギヤのスラスト力に比例するものであり、今回の事象(No.1側とNo.2側のインデックス値の差)は、双方のヘリカルギヤの軸方向へのスラスト力に差があることが要因として考えられます。
分解検査にて、ギヤボックスのアウトプットシャフトを手回しにて回転させ、双方のヘリカルギヤのスラスト力を確認したところ、No.2側に比ベてNo.1側のほうが軸方向へのスラスト力が弱い状態であり、差が見られました。
また、双方のヘリカルギヤを入れ替えて手回ししたところ、No.2側に事象が移りました。更に、No.1側(新品)を在庫品(O/H品}と入れ替えて手回ししたとこる、双方のスラスト力は同程度でした。
これらのヘリカルギヤについて歯面の表面粗さを計測したところ、No.1側:4.0μin、No.2側:4.9μin、在庫品:4.3μinであり、表面粗さに差が見られました。(添付4参照)
各々のインデックス値はマニュアルの規定値(1.0以上~9.0以内)を満足しているが、双方のインデックス値の差(3.5以内)が規定値を満足していないことから、個々のヘリカルギヤは良好であるが、アウトプットシャフトと組み合わせた際にヘリカルギヤの個体差(歯菌の表面粗さ、歯当たり面積、歯面角度等)により、双方のスラストカが異なったため、インデックス値に差が生じたものと考えます。
上記より、No.1側のヘリカルギヤを在庫品と入れ替えることで、双方のスラスト力がほぼ同じとなり、インデックス値の差が規定値を満足すると考えます。
なお、分解検査にて、トルクメーター・インデックスに関係する部品(BRG,ギヤ,パッキング,シール等)の外観検査/寸法検査等を行いましたが、マニュアルに規定される要求を満足しておりました。
7.今後の予定
今後、当診エンジンについて、以下の作業を実施致します。日程は別途、御調整させて頂きますようお願い致します。
(1) エンジン性能不足(タービン温度/コンブレッサ圧力)
No.1P/S及びNo.2P/Sのタービンノズル(PT Vane)を空気通路面積の広いものに交換致します。
(2) トルクメーター・インデックス
上記6.(2)項の調査結果より、No.1側のヘリカルギヤを在庫品(O/H品)と交換致します。
=====添付1=====
Gas Generator Case/CT Vane/PT Vane説明
Gas Generator Case
CT Vane
PT Vane
=====添付2(2/3)=====
No.1 P/S 性能グラフ比較(前回出荷時/今回運転時)
=====添付2(3/3)=====
No.2 P/S 性能グラフ比較(前回出荷時/今回運転時)
=====添付3=====
トルクシステム機構説明図
原理:ヘリカル・ギアは、歯が斜めのため、動力(トルク)を伝達するときに軸方向にも力を発生させる。この力を油圧で釣り合わせ、その油圧(トルク圧力)を計測することで間接的にトルクが計測できる。トルクインデックスは、力と油注の関係を示す数値で、数値が小さいほど油圧(トルク圧力)が小さい側であることを示す。
=====添付4=====
群馬防災向けPT 6T3D ヘリカルギア 表面粗さ計測結果
=====PRATT & WHITNEY CANADA=====
<COMPRESSOR STALLS (Surge)>
Compressor Stalls (Surge)
Possible Contributors & Maintenance
コンプレッサ・ストール(サージ現象)
想定される要因とメンテナンス
<COMPRESSOR STALL>
Definition
定義
In a turbine engine, compression is accomplished aerodynamically as the air passes through the stages of the compressor. The air flowing over the compressor airfoils can stall (the same as the air over the wing of an airplane can). When this airfoil stall occurs, the compressor is less effective thus allowing high-pressure air behind the stall, to escape forward through the compressor and out the inlet.
This occurs suddenly and is often quite audible as a loud bang.
Instruments may show high T5 in multiple stalls but, in single stalls, the event is often over so quickly that the instruments do not have time to respond.
タービンエンジンでは、空気が圧縮機の各段を通過する際に空気力学的に圧縮される。コンプレッサのブレード上を流れる空気は失速する可能性がある(飛行機の翼の上の空気と同じ)。 このブレードにストールが発生すると、圧縮機の効率が低下し、ストール箇所の後方にある高圧空気が圧縮機を通って前方に逃げる現象が起きる。これは突然発生し、多くの場合、大きな音として聞こえる。計器は複数のストール発生で高い温度を示すことがあるが、単一のストールでは、事象はしばしば非常に早すぎるため、計器が応答する時間がない。
P&WC Proprietary Information
<COMPRESSOR STALL CONTRIBUTORS>
Compressor FOD, cleanliness, erosion
<コンプレッサ・ストールの発生要因>
コンプレッサへの鳥の衝突など外部要因ダメージ(Foreign Object Damage :FOD)、コンプレッサ構成部品の摩耗、汚れ、腐食.
Issue
課題
Dirty, eroded or damaged blades reduce efficiency of compressor
Higher compressor stall risk
Poor fuel efficiency
Reduced ITT margins
汚れ、腐食、破損したブレードは圧縮機の効率を低下させる。
・圧縮機失速のリスクが高い
・燃費が悪い
・ITT(タービン排ガス温度)マージンの削減
Solutions
解決策
Performance Recovery Washes per EMM
Make it a point to inspect inlet for cleanliness following engine washes
May have to adjust wash schedule when using new environment friendly cleaning products
・Every Monday Matter(毎週月曜日毎)の機能回復洗浄
・エンジン洗浄後の吸気口の清浄度の点検実施
・環境に優しいクリーニング用新製品を使用する際には洗浄スケジュール調整が必要
Refer to Maintenance Manual for damage
損傷についてはメンテナンスマニュアル参照
Compressor inspection requirement
Min requirement 300 hrs/12 mth + every inlet screen removal.
Inspect more often if operating in highly erosive or impact laden environments
Compressor must be clean for proper inspection
コンプレッサ検査要件
・最小必要条件300時間/12カ月+すべてのインレットスクリーン除去
・高度に腐食され易い環境や影響の大きい環境で運転する場合は、より頻繁に点検すること
・適切な検査のためにコンプレッサーは清潔であること
Remove Rough (Feathered) Edges
エッジ部分が粗くなったら(毛羽立ったら)交換が必要
Compressor Blade Erosion
コンプレッサブレード腐食
COLD SECTION 2.6
**********
■エンジン・メーカーの資料に明記されている通り、ターボシャフトエンジンは、内部の汚れや摩耗、腐食などでタービンブレードの表面が粗くなると、エンジンのストール現象を発し易くなるため、小まめに洗浄し、点検する必要があるようです。
果たして、群馬県や東邦航空ではどの程度きちんとメンテナンスをやっていたのでしょうか。老朽化した機材であれば尚のこそ、丁寧な保守作業が求められます。
もうすぐ新しい機材を導入するから、あまり手を掛けずにおこう、などと、よもや考えてはいなかったでしょうが、事故の真相究明には、ぜひ予断を許さない公平、公明な立場で、第三者による調査を粛々と進めてほしいと思います。
【市民オンブズマン群馬事務局からの報告】
※参考記事「墜落した防災ヘリの回収作業」
**********産経2018年10月15日 (月) 10:48配信
墜落の群馬県防災ヘリ 機体をつり上げて回収
↑群馬県の防災ヘリコプターが山中に墜落し、機体残骸を調べる県警の捜査員ら=9月11日午後1時13分、群馬県中之条町↑
↑梱包された墜落ヘリの機体=15日午前、長野県山ノ内町(糸魚川千尋撮影)↑
↑梱包には、機体のどの部分かラベルが貼られていた=15日、長野県山ノ内町(糸魚川千尋撮影)↑
↑梱包された機体をつり上げるヘリコプター=15日午前、群馬県中之条町↑
↑梱包された墜落ヘリコプターの機体を降ろすヘリ=15日午前、長野県山ノ内町(糸魚川千尋撮影)↑
↑トラックに積み込まれる墜落したヘリの機体=15日午前、群馬県中之条町↑
群馬県の防災ヘリコプター「はるな」が8月に墜落し、搭乗員9人全員が死亡した事故で、県は15日、中之条町の横手山付近斜面に残されたままだった機体をつり上げて回収した。
機体は険しい山中に墜落したため、回収に時間がかかっていた。県は降雪前の回収を目指し、委託業者が10月初旬から現場の木を伐採し、機体を切断して8個の梱包(こんぽう)に分けていた。
午前8時30分ごろから梱包を大型ヘリでつり上げ、現場から南に約1・3キロ離れた駐車場に降ろし、トラック4台で群馬ヘリポート(前橋市)に運搬。今後、県警や運輸安全委員会が機体を詳しく調べる。
県保安課の福島計之次長は「無事に機体を回収することができた。今後の調査で、一日も早く事故の原因が究明できることを期待している」と話した。
**********読売新聞2018年10月15日 11時49分
墜落したままの防災ヘリ、雪降る前に残骸を回収
↑ヘリを使って回収される、8月に墜落した群馬県防災ヘリ「はるな」の機体の残骸(15日午前8時53分、群馬県中之条町で、読売ヘリから)=守谷遼平撮影↑
群馬県中之条町の横手山(2307メートル)の東麓に8月、県の防災ヘリ「はるな」が墜落し、乗員9人全員が死亡した事故で、県は15日午前、大型ヘリを使って現場の山中に残ったままになっていた事故機を回収した。
機体の残骸は、水平方向約60メートルにわたって散乱していたため、事前にシートで8個に分けて梱包(こんぽう)県が委託した航空会社の大型ヘリが15日午前8時半過ぎから約30分かけ、現場からつり上げて、約1・3キロ離れた国道292号沿いの駐車場までピストン輸送した。機体は大型トラックで群馬ヘリポート(前橋市)の格納庫に運んで保管し、県警と国の運輸安全委員会が事故原因究明のため調べる。
事故は8月10日午前に発生した。現場は急峻(きゅうしゅん)な斜面で木々も生い茂っていたことから、県は今月2日から周辺の樹木を伐採する作業を進め、降雪期前の回収を目指していた。
**********朝日新聞デジタル2018年10月15日12時58分
墜落した群馬の防災ヘリ、機体回収 原因解明に向け調査
↑墜落した群馬県の防災ヘリ「はるな」の機体の一部を搬送する大型ヘリ=2018年10月15日午前8時45分、群馬県中之条町、仙波理撮影↑
↑梱包されて回収された群馬県の防災ヘリ「はるな」の機体の一部を調べる運輸安全委の係官ら=2018年10月15日午前9時5分、群馬県中之条町、仙波理撮影↑
↑墜落現場から回収され、トラックに積み込まれる群馬県の防災ヘリ「はるな」の機体の一部=2018年10月15日午前9時19分、群馬県中之条町、仙波理撮影↑
8月に墜落した群馬県の防災ヘリコプター「はるな」の機体が15日朝、墜落現場の同県中之条町の山林から回収された。事故では、山岳遭難に備えて視察中の消防隊員ら乗員9人全員が死亡した。今後、国の運輸安全委員会や県警などが事故原因の解明に向けて機体を調べる。 (森岡航平)
**********日経2018/10/15 13:22 (2018/10/15 13:23更新)
墜落防災ヘリの機体回収作業 群馬の9人死亡事故
群馬県の防災ヘリコプター「はるな」が8月に墜落し、9人が死亡した事故で、県は15日、同県中之条町の山中に残されたままだった機体の回収作業を始めた。
↑梱包された機体を運ぶヘリコプター(15日午前、群馬県中之条町)=共同↑
現場であらかじめ切断、梱包された機体を別のヘリでつり上げて約1.3キロ離れた場所まで搬送し、トラックに積み込んだ。同日午後に前橋市の群馬ヘリポートにある県防災航空隊の格納庫へ移し、その後に運輸安全委員会や県警が墜落時の状況や原因を詳しく調べる。
県消防保安課の福島計之次長は報道陣に「一日も早く事故原因が究明できることを期待している」と述べた。
機体は険しい山中に墜落したため、回収に時間がかかっていた。県は降雪前の回収を目指し、委託業者が10月初旬から現場の木の伐採や機体の切断、梱包作業を進めていた。
防災ヘリは8月10日、群馬、長野、新潟県境の稜線(りょうせん)の視察に向かい墜落。搭乗していた県防災航空隊と吾妻広域消防本部の9人全員が死亡した。〔共同〕
**********NHK NEWS WEB 2018年10月15日 17時30分
9人死亡の防災ヘリ事故 機体を回収 原因解明へ 群馬
ことし8月、群馬県中之条町の山中に県の防災ヘリコプターが墜落し9人が死亡した事故で、現場に残されていた機体が15日、別のヘリコプターによって回収されました。警察が回収した機体などを調べて業務上過失致死の疑いで捜査するほか、国の運輸安全委員会も事故原因の解明を進めることにしています。
ことし8月、群馬県中之条町の山中で登山道の視察のため飛行していた群馬県の防災ヘリコプター「はるな」が墜落し、乗っていた県の防災航空隊の隊員と地元の消防署員合わせて9人が死亡しました。
県は、現場に残された機体をシートで包むなどして回収作業に向けた準備を進めてきました。
そして、15日午前8時半ごろから県の委託を受けた民間のヘリコプターが機体をつり上げて回収する作業を始めました。
作業は複数回にわけて行われ、機体は1キロ余り離れた山あいの駐車場にいったん下ろされたあと、トラックに積み替えられ前橋市内の保管場所に運ばれました。
この事故では、GPSの位置情報の記録などから、防災ヘリが低空飛行を繰り返したあとUターンするように急旋回し、山の斜面に衝突したと見られています。
今後、警察は回収した機体や当時、乗員らが撮影していたカメラの映像などを詳しく調べて、業務上過失致死の疑いで捜査する方針です。
また、国の運輸安全委員会も16日、改めて航空事故調査官を派遣して、機体の損傷状況などを確認し、事故原因の解明を進めることにしています。
群馬県消防保安課の福島計之次長は「警察の捜査や国の運輸安全委員会の調査で、一日も早く事故原因を究明してほしい。遺族が要望している機体の公開については今後、検討していきたい」と話していました。
**********東京新聞2018年10月16日
県防災ヘリ回収 急斜面での作業 無事終了に安ど
↑回収した機体の一部を降ろすヘリコプター=中之条町で↑
県の防災ヘリコプター「はるな」が八月、中之条町の山中に墜落し乗員九人が死亡した事故で、県は十五日、現場に残っていた機体を別のヘリで回収した。同町の渋峠駐車場では、梱包(こんぽう)した機体をトラックに積み込む作業が行われ、県職員らが作業の様子を見守った。 (市川勘太郎、菅原洋)
午前八時二十五分ごろ、回収を委託されたヘリ運航会社「朝日航洋」(東京)のヘリが、墜落現場の調査飛行のため待機場所の志賀高原総合会館98(長野県山ノ内町)を離陸。作業が可能な天候だったことから同三十一分から回収作業を始めた。
ヘリは現場と同駐車場を計六往復し、ブルーシートに包まれた大小八個の機体の一部を搬出。午前九時二分に降ろす作業を終え、作業員らがクレーン付きのトラック四台に積み込んだ。
県消防保安課の福島計之次長は「現場で霧が出ていたので、状況を見ながら作業を進めた。無事に終わりほっとしている」と話した。
委託業者は機体回収のため、十月一日に入山し、同二日から作業を開始。七人ほどの作業員が木の伐採や機体をブルーシートで梱包し、七日にすべての作業を終えていた。福島次長は機体回収で困難だったのは「現場の傾斜が三五度もあったこと」と振り返った。事故の遺族から機体の公開を求める声があることについては「(遺族からの)意向は聞いている。ただ、県警の捜査もあるので現状では何とも言えない」と話した。
一方、前橋市下阿内町の群馬ヘリポートには十五日午後二時十分ごろ、機体の一部を複数に分けて積んだトラック四台が到着。県防災航空隊の格納庫へ順番に入り、作業員たちが約五十分かけてクレーンで荷台から一つずつ降ろした。
**********上毛新聞2018年11月16日一面
墜落機体を回収
県防災ヘリコプター「はるな」が8月に中之条町の山中に墜落し、9人が死亡した事故で、県は15日、墜落現場に残されたままだった機体を回収した。機体は陸路で前橋市の群馬ヘリポートに運ばれた。今後、運輸安全委員会や県警が詳しい事故原因を調べる。〔関連記事21面〕
大型ヘリが同日午前8時半ごろから、現場であらかじめ切断、梱包(こんぽう)された機体を搬出した=写真。ヘリが現場から約1・3キロ離れた駐車場まで運び、その後、4台のトラックがヘリポートに搬送した。
県防災ヘリは8月10日午前、「ぐんま県境稜線(りょうせん)トレイル」の視察に向かい墜落。搭乗していた県防災航空隊と吾妻広域消防本部の9人全員が死亡した。
防災ヘリ 日誌搭載せず運搬 県、航空法違反疑い報告
県防災ヘリコプター「はるな」の墜落事故で、事故機が当日、気体の整備状況を記録した航空日誌を搭載せずに運航していたことが15日、関係者への取材で分かった。操縦士が資格を持つことを示す技能証明書などを飛行中に所持していなかったことも判明。県は日誌の搭載や証明書の携帯を義務付けた航空法などに違反する疑いがあるとして、国に報告する。
防災ヘリを巡っては、事前に国に提出した飛行計画と異なる運航を、昨年4月から事故機を含め約290回行っていたことが判明している。運航委託先の東邦航空(東京)とともに、改めて安全管理体制の不備が問われそうだ。
航空日誌は突然の機体の故障など緊急事態に備えるため、航空法に基づき飛行中は機内に常備するよう義務付けられている。東邦航空は昨年11月、上野村で自社機が墜落事故を起こした際、航空日誌に機体の不具合などを記載しておらず、国土交通省から事業改善命令を受けている。
関係者によると、航空日誌は事故後、県の事務所内で見つかった。技能証明書や操縦に必要な心身状態かを示す航空身体検査証明書、無線を使うのに必要な無線従事者免許証は当日の担当操縦士のカバンに遺されていたという。
東邦航空は取材に「事実関係を調査しているが、現段階では何も答えられない」、県は「コメントできない」とした。
**********上毛新聞2018年11月16日社会面
墜落ヘリ回収 原因究明へ調査加速 遺族、機体公開を要望
山岳救助の経験豊富な県防災航空隊員ら9人の命が失われた県防災ヘリコプター「はるな」の墜落事故から約2カ月。中之条町の山中に残されたままになっていた機体は15日、墜落現場から引き上げられ、群馬ヘリポート(前橋市)にある同隊の格納庫に移された。遺族からは改めて、原因究明を求める声や機体の公開を望む声が上がった。
引き上げ作業は、気温2度と真冬を思わせる寒さの中で行われた。立ち会った県消防保安課の福島計之次長は「無事に回収することができた。今後は運輸安全委員会と警察による調査が行われる。一日も早く事故原因が究明できることを期待している」と述べた。一部の遺族から機体公開の要望が出ていることについては、「意向があるとは聞いているが、捜査などがある。現時点では何とも言えない」とした。
事故当時、警察や消防の捜索拠点となった渋峠ホテル(長野県山ノ内町)の男性経営者(80)は作業を見つめ、「墜落時は指揮本部ができて大変だった。もう2カ月たったのかと思う」と振り返った。
トラックに積まれた機体は午後2時すぎ、群馬ヘリポートに到着。荷台からクレーンでつり上げられ、県防災航空隊の格納庫に搬入された。国の運輸安全委員会や県警は今後、機体を詳しく調べるとともに、隊員らが身に着けていたカメラの映像などを分析し事故原因を調べる。
亡くなった吾妻広域消防本部の消防隊員の親族の男性は「機体が回収されたからといって、つらい気持ちはなくならない。事故原因はすぐには判明せず長期戦になるだろうが、原因究明を求めていきたい」と話した。別の遺族の男性は機体について「見たいような見なくないような複雑な気持ち。見たいという遺族には公開しても良いのではないか。県には遺族の思いをくんだ対応をしてほしい」と要望した。
ヘリは険しい山中に墜落したため、機体の回収に時間がかかっていた。県は降雪前の回収を目指し、委託業者が今月初めから周囲の木を伐採するなどして準備を進めてきた。
**********産経2018年9月25日 20:52
群馬・防災ヘリ墜落、飛行計画と異なるフライト293回 不適切な運航体制が常態化
搭乗員9人が全員死亡した群馬県の防災ヘリコプター墜落事故で、県は25日、昨年4月から事故直前まで、ヘリが国に提出した飛行計画と異なるフライトを293回行っていたと明らかにした。県が業務委託していた東邦航空(東京都)社員らへの聴取などから判明。県は同日、国土交通省に報告した。
県によると、不適切な飛行計画の提出は、同期間のフライトの約76%で行われていた。計画の作成、提出やヘリの到着通知などの運航管理業務は主に東邦航空社員3人が行っていた。
このうち60代の男性社員は県防災航空隊が発足した平成9年から、「(ヘリが)途中経路上の離着陸場所でエンジンを停止しない場合は、当該場所を飛行計画に記入する必要はない」と誤認し続けていた。
社員は事故当日の8月10日、ヘリが実際には群馬ヘリポート(前橋市)に到着していないのに、独断で国交省に対して到着通知を行っていた。
県は、不適切な運航体制が常態化していたと認め、今後の防災航空体制のあり方を検討する委員会を設置。安全管理について全面的に検証する方針だ。
**********






