マスフローコントローラというガスの流量を制御する装置の修理をして、
お客様に返却したのだけれど、2週間もしないうちに
『流量が増えてしまう』との連絡があり、その対応で昨日は出向きました。
お客さんからのクレームは
症状:成膜使用時約3時間後に
流量設定 60sccm→異常発生時 61sccm
流量設定 35sccm→異常発生時 35.6sccm と増えてしまう。
とのこと。
3時間かけて動作チェックをしたけれど、全く問題が出ないため、
一昼夜の連続運転を仕掛けて帰りました。
今日はそのデーターの確認で二日連続の仕事となりました。
結果は、『問題なし』
約22時間の連続運転で流量の変動は1%未満。
これはそのデーターです。
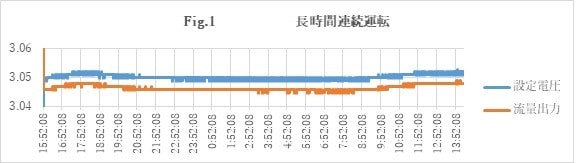
これだけ安定しているので、電気回路には問題ないと判断して
次に周囲温度を変化させて、3時間ほどデーターを取りました。
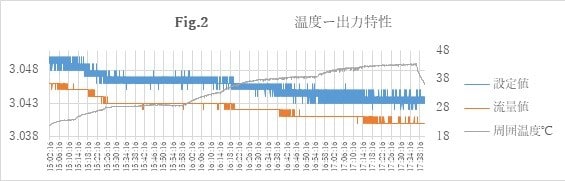
一般的に安定性を要求される電子機器は、周囲温度が仕様の条件に入ります。
本装置を設計した会社の設計仕様にはこの点が明記されていませんでした。
今回の変動は3時間後に60→61となっていますので変動率は+1.6%/3Hです。
リニアに変動があったとして約0.55%(5×10-3)/Hなので、さほど悪い温度係数とは思えません。
検証の結果(Fig.2)の通り、温度上昇による出力のドリフトはマイナス方向なので、
今回の変動は温度上昇によるものとは考えにくいと考えました。
結局、検証結果をまとめる時間がなかったので持ち帰って
自宅で書類を作って、メールで送ることにしました。
こういうクレームは、時間をかけてもお金にならないので
出荷時にしっかり検査してるんですけれどね。
まぁ、それでも僕のやることですからミスはあるでしょう。
絶対大丈夫なんて事は、こういった検証をしない限り決して言えません。
お客様に返却したのだけれど、2週間もしないうちに
『流量が増えてしまう』との連絡があり、その対応で昨日は出向きました。
お客さんからのクレームは
症状:成膜使用時約3時間後に
流量設定 60sccm→異常発生時 61sccm
流量設定 35sccm→異常発生時 35.6sccm と増えてしまう。
とのこと。
3時間かけて動作チェックをしたけれど、全く問題が出ないため、
一昼夜の連続運転を仕掛けて帰りました。
今日はそのデーターの確認で二日連続の仕事となりました。
結果は、『問題なし』
約22時間の連続運転で流量の変動は1%未満。
これはそのデーターです。
これだけ安定しているので、電気回路には問題ないと判断して
次に周囲温度を変化させて、3時間ほどデーターを取りました。
一般的に安定性を要求される電子機器は、周囲温度が仕様の条件に入ります。
本装置を設計した会社の設計仕様にはこの点が明記されていませんでした。
今回の変動は3時間後に60→61となっていますので変動率は+1.6%/3Hです。
リニアに変動があったとして約0.55%(5×10-3)/Hなので、さほど悪い温度係数とは思えません。
検証の結果(Fig.2)の通り、温度上昇による出力のドリフトはマイナス方向なので、
今回の変動は温度上昇によるものとは考えにくいと考えました。
結局、検証結果をまとめる時間がなかったので持ち帰って
自宅で書類を作って、メールで送ることにしました。
こういうクレームは、時間をかけてもお金にならないので
出荷時にしっかり検査してるんですけれどね。
まぁ、それでも僕のやることですからミスはあるでしょう。
絶対大丈夫なんて事は、こういった検証をしない限り決して言えません。