








見事に折れてくれたウインドサーフィンセイルのカーボン・チューブバテン。 

そのままにして置くわけには行かないのでもちろん何とかします.
ただ、おいそれと1万円出して新品交換なんかする経済力が無い僕は 当然に修理します。
当然に修理します。
折れた部分は丁度ど真ん中辺りで、 直しやすいチューブ部分なのである意味ラッキー。
これがバテンの先の方(カムのすぐ後)だと、グラスファイバーで出来ている平角ロッド(しかもなだらかなテーパー)を手に入れる事が出来ないので修理は絶対に無理。
ある意味運が良かったというか・・・・ 
で、まずはバテンを抜き取ります。
テンショナーを弛め、六角もしくはラジオペンチで捻りながら抜くとあっさり出てくる。
問題はカム側に残っている部分で、一応色々やってみたのですが、どうやっても抜けてこない。
で、この場合はバテンポケットをカッターで最小限カット、そしてラジオペンチなどで抜き取ります。
修理はセイル修理用の専用テープですが、必要なら縫います。
これがバテンの折れ部分です。 積層されたカーボンが剥離し、しかも縦方向にクラックが入っていますね。

で、まずはこれを何とかしなくてはならない。
割れの状態を見て、ある程度の割れを残してテープを巻きます。
裂け方が酷い方は口から 1cm 小さい方は5m位のところですね。

そしてグラインダーでテープラインまで削ります。 カーボンなので削る最中焦げる臭いが・・・

削り処理後の状態。

このテープ巻かれている部分に、ある程度の割れ部分がまだ残っているのですが、最後まで削らないのは理由があります。
実は後でレジンを染み込ませる事によって、残っていた部分をつかって強度を出させるのですね。
FRPの修理技法と同じです。
さて、この両端をくっつけて終わり~! なんて事はどう考えても無理なので (爆笑)、
(爆笑)、
両方を旨くジョイントさせ、尚かつ強度を出さねばなりません。
バテンチューブの径を計ると。
外形1/2Inch 約12.5mm 内径3/8 約10mmです。
で、バテンには軸方向の力が常に加わり、全体が横方向に始終曲がってしなります。
修理に使うのはレジンなので、カーボンとの密着性が良いのはともかく、レジンがしっかり咬んで固定されるような物でなければならないわけで、
その辺を考慮して選んだのがこれ。
一つは90mm長の頭無しステンレスボルトで、直径は10mm
ネジ部分のギザギザにレジンが入ることでしっかり接着させますから、ただのパイプより遥かに良いんです。 パイプだと初めは良いのですが噛みが甘くて・・・・
値段は198円
もう一つは、外形15mmのアルミパイプ 250円 でこれを60mmほどにカット。
これの内径は13mm チューブより少しだけ大きい感じで、この微妙な隙間にレジンが入り強固に接着します。 隙間が有りすぎてもなさ過ぎても駄目で、このくらいがベストなんです。
あとのコストはレジンですが、 手持ちの物を使います。 これは他の物にも使用するのですが、今回使う分量を考えると50円くらいかな。

パイプの口部分をバリ取り。

一応、仮で組んでみて、密着性などを確認。 良好です。


グラインダーでカットしたのが約15mm程なので、その程度の間隔をあけ、パーツにマーキングをします。

レジン作業前に、片方のチューブにアルミパイプを差し込んでおきますが、片方が入り難らかったので、少しだけヤスリをかけてテーパーにします。
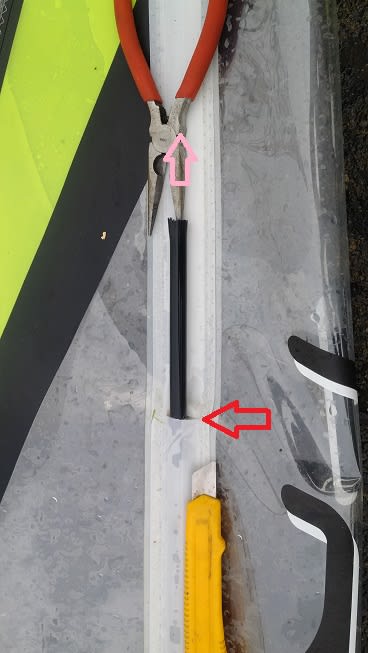
赤い矢印が削った部分ですが、黄色矢印に割れが見えていますね。
これをある程度残すことで、レジンがしみ込みますので意図的に残しています。
後で「割れ目が広がるのではないか?」と心配されるかと思いますが、
それを防ぐためにアルミパイプを被せるので心配はいりません。
さらにステンレスボルトが長い事で、力のかかる応力点は割れの遥か先となりますから、この部分に力が加わる事が無いので、この点からも
クラックが広がることはありません。
*このステンボルトとの接合部は、軸方向から押す力が加わるのですがこれに関しては後に説明します。

パイプを先に通しておいて準備完了。 アルミパイプは水色矢印の方向に動かし、折れたバテン相互を接続します。

で、レジン造り。 コネコネコネコネ

出来たレジンを紙皿に写し、ステンレスボルトを漬けます。
*鉄だと腐食して内側からバテンを壊すのでステンレスなんです。
漬けている間に、折れたチューブの口からレジンをある程度入れます。 そしてボルトを挿入しますが、レジンはボルトのネジ山と谷部分に乗っかって
パイプ内へ入ります。
ネジ山有るが故の利点ですが、これがパイプだとチューブ挿入時にレジンがそげ取られてしまい接合不良となります。 レジンがチューブ内でネジ状に
固まるので軸方向の押す力に抗するわけですから。 重量的にナイロンボルトとかFRPのボルトでもあればベストなんですが、有っても価格が・・・
自作しろと誰かに言われればやりますが、ステンボルトといっても数十グラム程度の重さですから、労力を考えると意味ない。

両方のバテンを結合します。
真ん中のテープは紙テープでして、15mm幅(グラインダーでチューブを削った分の幅)にしてあり、挿しこんでいくとこれに引っかかります。
それ以上は行かなくなるので15mmの幅を保てるんです。
他に、外のアルミパイプを動かした際に、この15mmの幅がずれて分からなくなるのを防止するためでもあります。

チューブ先端の割れ部分及び真ん中の紙テープ部分にたっぷりレジンを塗り染み込ませ、
アルミパイプをマークの位置まで移動。

この際、アルミパイプとチューブの間の空気を抜きながら完全に密着するように作業をしていきます。
チューブのマーキング位置までパイプが入ったらアルミパイプを少し回転させ、更に密着度をあげます。

このまま暫く放置して待ち、ある程度固まりだしたら余分なレジンをウエスで拭き取って完了。

後は固まるのを待てばOKですが、あっさり修理完了しました。
さっき書いた、バテンの軸方向に加わる力ですが、たっぷり塗ることで、バテンチューブ相互間のステンボルト(紙まいた部分)がレジンで満たされます。
かぶせたアルミチューブ内でそのまま固まりますので、押されても固まったレジンで満たされてますから、問題がないんです。
これはカーボンチューブ先端の割れ部分にもしっかりしみ込み一体化していますからさらに強靭、尚かつステンボルトとアルミパイプでサンドして保持のために
割れの広がり様がない。
難しいのは、
アルミパイプも 中に入っているステンネジも、長ければ強度は増しますが、バテンが本来持つしなやかで柔軟な曲がりカーブが失われてしまう。
短すぎれば今度は、折れ部分の割れをカバーしきれない上に、応力部分が割れ部分に近くなるので、又折れてしまう恐れが高い。
ステンレスのネジとパイプを同じ長さにすると一見良さそうですが、両者でチューブを内と外から挟むような感じになる事から、ステンレスボルトとアルミパイプが
無くなる部分に応力が集中して今度はそこから折れる。
なので、ボルトを長く パイプは短めにしているのです。
ステンボルトは軸方向の応力と横方向の応力を受けてそれを分散する仕事。
パイプはチューブの割れが今後広がらないようにする役割と、レジンを密封して封入状態を造る事で、軸方向の応力を分散します。
と、これまでの多くの経験から、こうした修理をしてみました。
このバテンはセイルの一番下のバテンなので、バカみたいな力も加わりませんから、まずこれで問題の出ることはあり得ません。
と言い切りますよ  僕は! ぎゃはははは!
僕は! ぎゃはははは!
「どうだ! ざま~みろ!」 と空に向かってブツブツ独り言 
後はバテンをセイルに戻し、使って見た上での状態報告をしたいと思います。
えへへ